You have two or three quotations on the desk, two or three sample reels in a corner, and a procurement deadline that does not move. The cable looks the same in every brochure. The activation temperature is the same on every datasheet. The price band is wide enough that you suspect at least one of the suppliers is not actually manufacturing what they are quoting. The question is not whether they are credible — they all look credible at this stage. The question is which of them gives your project enough evidence to defend the cable a year from now, when a fire-protection auditor or a downstream customer asks where the activation reading came from.
This page is written from the buyer's chair. It is not a list of features Aetherm wants you to value, and it is not a generic supplier-audit template. It is the four-stage decision path a procurement engineer typically walks when qualifying a thermal sensor cable supplier — what you ask in stage one, what you sample in stage two, what you require in writing in stage three and what you measure on arrival in stage four — with the conditions that decide when each stage is enough and when it is not, the data you can realistically collect on a bench, and the trade-offs you weigh rather than the answers you are told.
Where Supplier Evaluation Actually Starts — and What It Is Not
Supplier evaluation lives in a specific place on the buyer's timeline. It starts after the supplier has cleared the screening filter — they answer email, they ship samples, they hold a basic catalogue, they are not obviously a re-seller — and it ends just before you sign the first commercial purchase order. It is the band where the cost of a mistake is still a sample shipment, not a deployed kilometre on a fire-protection circuit.
A useful boundary is the one between supplier screening (predominantly desk-based, fast, low effort, designed to remove obvious mismatches) and supplier evaluation (slower, evidence-based, designed to confirm a single supplier you intend to engage). Our existing note on how to spot a reliable thermal sensor cable supplier covers the screening band — heuristics for separating a manufacturer from a trading desk, what a sample turnaround says about production discipline, what an evasive datasheet typically hides. This page picks up where that note ends: you have one or two suppliers that passed screening, and you need a structured path to either commit or step back.
It is also worth saying what supplier evaluation is not. It is not a substitute for writing a defensible specification — that work happens earlier, and it is the subject of the thermal sensor cable specification guide. A supplier evaluation against a vague specification cannot conclude anything useful, because the supplier can deliver almost any cable and call it a match. Specification first, evaluation second; the order is not negotiable.
The Four-Stage Decision Path at a Glance
The path below is the one this page expands stage by stage. The flow visualises how the four stages connect and the question each one closes on; the table underneath names what you do, what you ask the supplier to provide and what you measure or check yourself.
Desk research
Are they a manufacturer of this cable family — not a trader of it?
Sample evaluation
Can their stated process hit the spec on a small, controlled batch?
Document review
Is the documentation good enough to reconstruct what shipped a year later?
Incoming inspection
Does the cable on arrival match the documents that arrived with it?
| Stage | What you do | What you ask the supplier to provide | What you check yourself |
|---|---|---|---|
| 1 — Desk research | Confirm the supplier manufactures the cable type you specified; understand which standards they design against. | Catalogue, activation-temperature range held in stock, conductor and insulation material families, list of standards they design against. | Spec sheet alignment with your RFQ; consistency between the catalogue and the website; presence of a contactable engineering desk. |
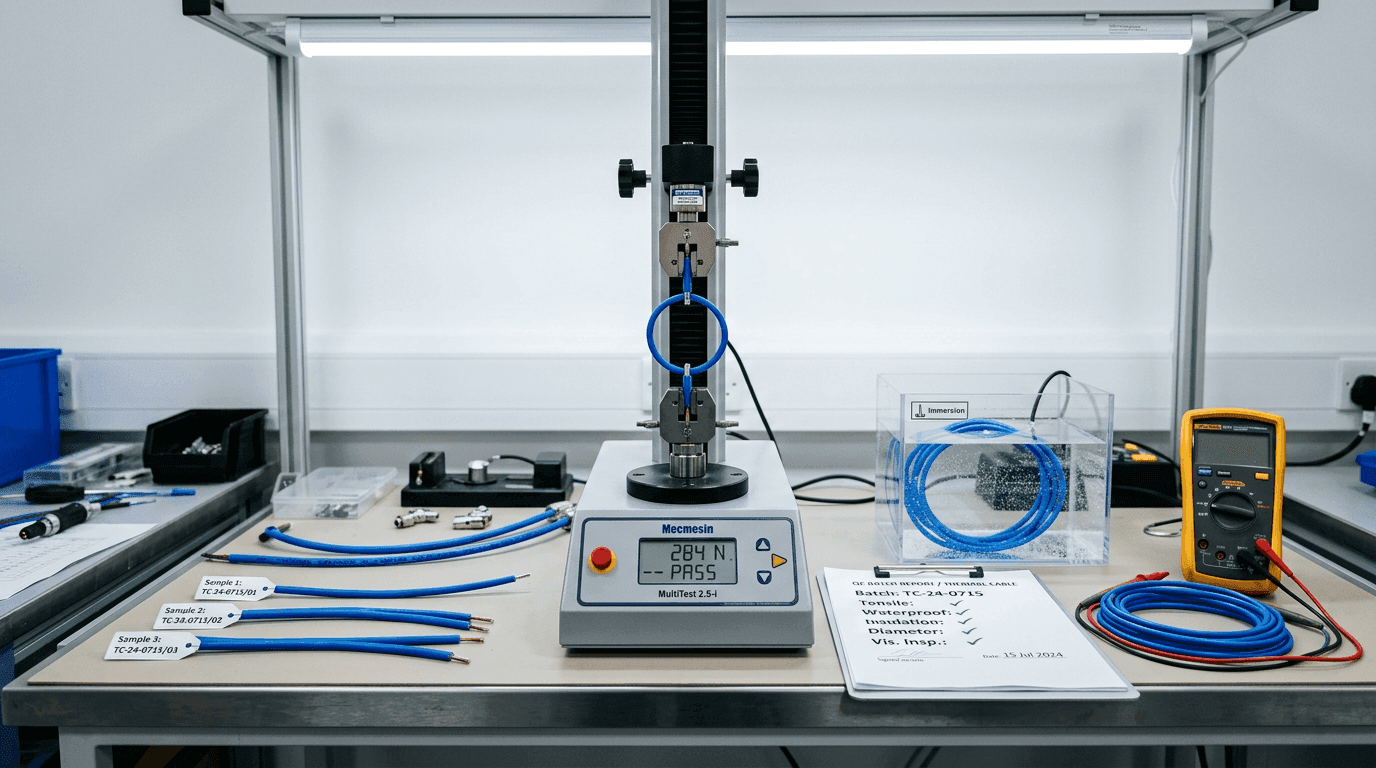
| 2 — Sample evaluation | Order two or three reels per activation point against your specification; section, bench-test and dimension them. | Outgoing inspection report for the sample reels; conductor and jacket material datasheets; the activation-point measurement method used at the factory. | Cable-end visual; outer-diameter measurement at three points; insulation resistance at 500 V; activation-point sample test in a controlled-temperature oil bath ramped toward the rated activation point. |
| 3 — Document review | For the first commercial order, define the document set you require with every shipment. | Outgoing batch inspection report (typically nine parameters), traceability record linking reel serial numbers to production batch, compliance statements against the standards you cited in the RFQ. | Document set arrives complete; reel serial numbers match; values on the inspection report fall inside spec tolerance. |
| 4 — Incoming inspection | Bench-test the arriving shipment against the documents and your spec. | Nothing additional — IQC is your side of the contract. | Six bench checks: visual, caliper, conductor loop resistance, insulation resistance, activation-point sample test, length verification. |
Each stage closes on a different question. Stage one closes on whether the supplier is a manufacturer of the cable you actually want. Stage two closes on whether their stated process can hit the spec on a small batch. Stage three closes on whether their documentation is good enough that a year-later auditor can reconstruct what shipped. Stage four closes on whether the cable in front of you on arrival is the same cable described in the documents. None of the stages tell you whether the cable will survive ten years on the route — that is the deployment question, not the procurement question.
Stage 1 — Desk Research Before You Issue the RFQ
Desk research is the cheapest stage and the one most often skipped. The five questions below are the ones that, in our experience, change the RFQ if the answer is honest. The structure those answers eventually populate is the twelve-field thermal sensor cable RFQ template; the questions below sharpen the field-by-field wording the template asks for.
Question 1 — Which cable type do you actually manufacture?
Thermal sensor cable is a category, not a product. Inside the category live linear heat detection (LHD) cable for fire-detection panels, thermosensitive cable for OEM appliance and industrial over-temperature protection, resistance-wire-based cable for high-temperature sensing and a handful of specialty constructions. A supplier that quotes all four families with the same lead time is sometimes a manufacturer of one family and a trader of the other three. The condition under which this question is decisive: your project depends on a single family — typical for a fire-protection system or an OEM thermal protection programme. The condition under which it is less decisive: you are stocking a distributor warehouse and need breadth; trader-style breadth may then be acceptable, with the trade-off priced in.
Question 2 — Which activation temperatures are held in stock, and which are produced on order?
The standard six activation classes for fixed-temperature heat detection are 68, 88, 105, 138, 170 and 185 °C. A supplier that holds all six in stock is a different operation from one that produces 105 °C only. Custom set-points outside the standard six (for example 78 °C for a server-room ambient or 195 °C for a chimney route) are usually quoted as a make-to-order class with a longer lead time and a tolerance band that depends on the compound chemistry. Ask which set-points are stock and which are made to order, and ask the typical tolerance band on the made-to-order classes — the standard band sits in the ±5 to ±15 K region, with ±5 K usually carrying a cost premium and a longer characterisation step.
Question 3 — Which conductor and insulation material families do you design against?
This question is the cleanest filter for the manufacturer-versus-trader question. A manufacturer can name the conductor alloy family they design against (tinned copper, nickel-plated copper, Ni80Cr20, Kanthal A1, a nickel superalloy) and the insulation polymer family they design against (silicone, fluoropolymer such as PTFE or FEP, fiberglass, low-smoke zero-halogen compound). A trader will often answer in cable-model numbers rather than material families. The deeper engineering background sits in our thermal sensor cable engineering reference, which is worth reading before stage two so that the sample-evaluation conversation goes faster.
Question 4 — Which standards do you design against, and which bodies have certified what?
Standards to be familiar with on the buyer side, not on the supplier-claim side, are summarised in the next section. The point here is the distinction between designed against and certified. A supplier may design against EN 54-22 (resettable line-type heat detector standard) without holding a current certificate from a notified body. The sample may still be a well-engineered cable on its own merits; the certification status is a separate procurement question. The full buyer-side reading of that distinction across EN 54-22, UL 521 and FM 3210 — what each governs, and what a single certificate cannot tell you — is set out in the LHD cable compliance map. Treat the answer as evidence rather than as proof, and follow up with question 5.
Question 5 — Who is your engineering contact, and how is a technical question handled?
The fastest indicator of manufacturing depth is whether a technical question reaches an engineer at all. A supplier whose only contact is a salesperson, and whose answers to material-physics questions arrive verbatim from a brochure, is sometimes still a manufacturer — but you have lost one of the most useful evaluation channels. A supplier with a contactable engineering desk costs nothing extra at the desk-research stage and saves a great deal of time when a sample comes back with a measurement you cannot reconcile.
Standards You Should Be Able to Read as a Buyer (Not Quote as Proof)
The standards that matter for thermal sensor cable procurement are written for certifying bodies and manufacturers, not for buyers. The buyer's job is not to prove a cable complies — that work belongs to the certifying body. The buyer's job is to read enough of each standard to ask the supplier the right question, and to recognise when a supplier's answer is too narrow, too broad or too convenient. The table below names the standards most often relevant to a thermal sensor cable RFQ, what the standard actually covers, and the buyer-side question each one earns.
| Standard | What it covers | What the buyer should ask | What you cannot infer from a single certificate |
|---|---|---|---|
| EN 54-22 | Resettable line-type heat detectors for fire-detection systems in Europe. | Which notified body issued the certificate, on which cable model, and what activation classes are covered. | That the same supplier's other cable models, or non-resettable variants, are covered by the same certificate. |
| EN 54-28 | Non-resettable line-type heat detectors — covers cables that activate once and are replaced. | Whether the cable being quoted is a resettable or non-resettable construction; the two are different products. | That a resettable EN 54-22 cable is also EN 54-28 compliant — they are separate scopes. |
| UL 521 | Heat detectors for fire protective signalling systems in North America. | The UL listing reference number and the specific cable model the listing covers. | European notified-body equivalence; UL and EN bodies operate under different conformity routes. |
| FM 3210 | Approval standard for heat detectors for automatic fire alarm signalling (FM Global). | The FM approval certificate reference; FM approvals are model-specific. | FM approval status from a UL listing or a CE mark; the three are separate. |
| IEC 60332-1-2 | Vertical flame propagation test for a single insulated cable. | Test report reference, test date and the cable construction tested. | Bundled-cable flame behaviour (covered by IEC 60332-3 series, a different scope). |
| IEC 60754 (parts 1 and 2) | Halogen acid gas content (part 1) and pH/conductivity of combustion gases (part 2) for cables under fire conditions. | Whether both parts are covered, on which jacket compound, and the report date. | Smoke density (covered by IEC 61034) from a halogen-only test. |
| IEC 60529 (IP rating) | Degrees of protection provided by enclosures — applied to cable terminations and junctions, not to bare cable. | Which assembly was tested (cable plus termination), which IP class was achieved, and under which test duration. | That a cable-only IP claim has any standard meaning; IP applies to the assembled enclosure. |
| ISO 9001 | Quality-management system at the manufacturing site. | Certificate reference, scope and current expiry; ISO 9001 is a process certificate, not a product certificate. | Product-level compliance with any of the EN, UL, FM or IEC standards above. |
The reasoning to take from the table is the same in every row: a single certificate names a single scope, on a single product, on a single date, by a single body. A supplier who hands over five certificates is handing over five separate pieces of evidence; the buyer's job is to read each one as evidence, not as proof, and to ask the question that bridges from the certificate to the cable actually being shipped.
Stage 2 — Sample Evaluation: From Reel Arrival to Go / No-Go
Sample evaluation is the stage where most procurement decisions are made or unmade. The objective at this stage is not to certify the batch — sample reels are not the batch you will ship a year from now — but to confirm that the supplier's stated process can hit your specification on a small, controlled production run. Sample evaluation answers the question: does the cable that arrives match the cable that was described?
Before the samples arrive, the foundation work belongs in the materials and failure background. Reading the thermal sensor cable engineering reference (which covers the five material layers, the metal-core versus non-metal-core architecture choice, and the four headline failure modes) before stage two is what lets you ask the right question when a sample measurement is off. Without that background, an off-spec measurement looks like a quality issue; with it, the same measurement often points to a specific material decision that the supplier can either confirm or correct.
What to measure on a sample reel
A bench evaluation that uses tools most procurement labs already own can cover the items below. None of them require sending the cable to an external test laboratory; all of them are realistic on a single afternoon per sample reel.
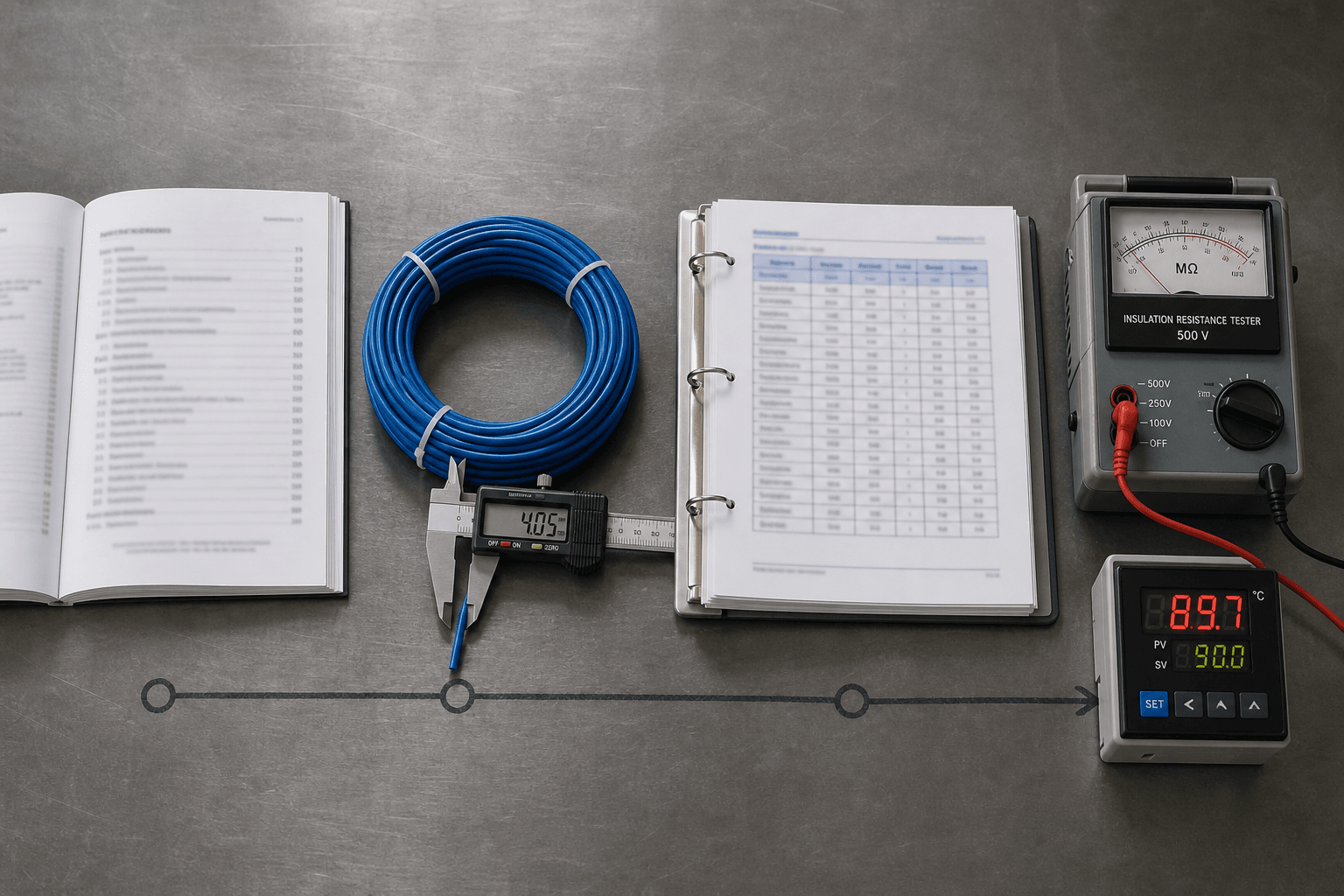
- Visual and dimensional — jacket marking legibility (model number, activation class, batch code), outer diameter at three points along the reel using a digital caliper with ±0.02 mm precision, jacket surface check for cuts or extrusion defects.
- Conductor loop resistance — measured with a four-wire milliohmmeter on a known length, compared against the conductor alloy datasheet's declared tolerance band after length and temperature correction (a sample-batch outgoing report, when shipped with the samples, is used as cross-reference rather than the primary contract value).
- Insulation resistance — measured at 500 V DC between the conductor pair and ground (or between conductor and jacket on a non-metal-core construction), typically expected to read above 2000 MΩ on a clean, dry sample at room temperature.
- Activation-point sample test — a 30 cm offcut suspended in a controlled-temperature oil bath, ramped at roughly 1 K per minute toward the rated activation temperature, with the conductor pair monitored on a continuity meter for the resistance step. The bath starting temperature is set comfortably below the rated activation point (commonly around 70 °C for mid-range classes such as 88 °C or 105 °C, and adjusted lower for low-temperature classes such as 68 °C or 78 °C) — the discriminating signal is the resistance step at the rated temperature, not the bath starting value. The activation reading should fall inside the supplier's stated tolerance band (commonly ±5 K, ±10 K or ±15 K depending on the activation class). At sample evaluation only two or three reels are in scope and a 30 cm offcut keeps bench turnaround inside one to two working days; once the commercial batch arrives, the buyer-side incoming inspection SOP typically uses a 1 m offcut to line up with the factory's three-sample spread test.
- Cross-section — one offcut per reel sectioned with a clean cut, photographed against a millimetre ruler, used to confirm the architecture (metal-core or non-metal-core), the conductor pair geometry and the insulation wall thickness against the spec drawing.
Bench evaluation in-house versus external test laboratory
The trade-off between running sample evaluation in-house and contracting an external test laboratory is the classic comparison the buyer should weigh, not resolve in advance. The dimensions are familiar:
| Dimension | In-house bench | External test laboratory |
|---|---|---|
| Cost per sample | Marginal — the bench equipment usually exists for incoming inspection of other cables. | Per-test fee plus shipping; can scale into the thousands of dollars for a full hipot, smoke and halogen suite. |
| Turnaround | Typically a single afternoon per reel; same day for a small sample lot. | Two to six weeks depending on the lab and the test suite. |
| Defensibility downstream | Useful for internal go / no-go but rarely accepted as third-party evidence in a fire-protection AHJ submission. | Carries weight in AHJ and downstream-customer audits when the lab is independently accredited. |
| Failure-mode insight | High — the engineer running the bench sees the failure and can re-run with a variation. | Lower — the report shows pass or fail against the test method, not why. |
| Adequate when | Sample evaluation pre-PO, internal IQC, supplier comparison. | First commercial batch, AHJ submission, customer-driven third-party verification. |
Neither column is the right answer in isolation. A typical buyer runs in-house bench evaluation in stage two for the speed and the failure-mode insight, then commissions an external test laboratory once for the first commercial batch when the certification chain needs a third-party signature. Our companion note on verifying a third-party certificate covers the procurement-side checks for that engagement — confirming the document is genuine, the issuing body accredited, and its scope a match for the model and plant on your order; for the diagnostic context that links sample evaluation back to deployment-time issues, the field diagnosis of LHD cable short-circuit and false-alarm conditions note is worth reading alongside.
A dedicated walkthrough of the sample-evaluation decision tree itself — every check above, with the threshold that turns a yellow flag into a no-go — sits in the companion note on sample evaluation procedure — from reel arrival to go / no-go.
Stage 3 — Documents You Should Ask the Supplier to Provide
Documentation is the layer most procurement reviews under-specify and most downstream audits over-rely on. The principle is the one stated above: a document is evidence, not proof. The four document families below cover most of what a thermal sensor cable supplier should be able to provide on a first commercial order. Anything missing is not an automatic disqualifier, but it is a question worth pausing on. For the request list on its own — what each document proves, when to ask for it and how to read a weak version — see the document package every buyer should request.
Family 1 — Outgoing batch inspection report
The outgoing batch inspection report is the single most useful document the supplier ships, because it links the reel serial numbers in the carton in front of you to a measurement that was taken at the factory before despatch. A complete report carries a header (manufacturer, customer reference, batch number, production date, cable model, activation class), a body of measured parameters in a spec / measured / pass-or-fail grid, and a footer with the inspector's signature or stamp and the QC department reference. The typical thermal sensor cable inspection report covers nine reportable parameters (appearance, outer diameter, conductor resistance, insulation resistance at 500 V, activation temperature, dielectric withstand voltage, length per reel, jacket marking and packing). Each reported value originates in a bench or laboratory test method behind the report; our thermal sensor cable nine-parameter QC checklist walks those test methods and the pass thresholds the supplier should be running internally — the layer underneath the report, rather than the report itself. The buyer-side field reading sits in what a batch inspection report should look like — annotated sample, with a zone-by-zone guide to the header, measured grid, footer and yellow flags.
Family 2 — Material datasheets for conductor and insulation
The material datasheet for the conductor alloy and the insulation polymer is the buyer's link from the cable to the materials-physics layer underneath it. A complete datasheet names the chemistry (typically Ni80Cr20 or nickel-plated copper for the conductor; silicone, PTFE/FEP, fiberglass or LSZH for the insulation), the temperature class, the density, the resistivity for conductors or the dielectric strength for insulators, and the test standards used to characterise the material. A datasheet that lists only model numbers without material properties is a candidate for a follow-up question rather than an immediate red flag — manufacturers vary in how much they expose at this layer.
Family 3 — Compliance statements against the cited standards
Compliance statements should arrive against each standard you cited in the RFQ. For each statement, ask which body issued it, on which cable model and on which date. The standards table earlier in this page is the buyer-side reading framework. A useful pattern is to map each compliance statement back to the specific RFQ field it addresses — for example, the EN 54-22 statement addresses the resettable line-type heat detector field, the IEC 60332-1-2 statement addresses the flame-propagation field, and so on — so the document set forms a one-to-one correspondence with the spec sheet rather than a loose bundle. Where a statement rests on a third-party report or certificate, confirm it is genuine and in scope before relying on it — the source lookup and scope-reading steps are in how to verify a third-party certificate.
Family 4 — Traceability record
The traceability record links the reel serial numbers in your shipment back to the production batch, the raw-material lot for the conductor and the insulation, and the inspector or shift that produced and signed off the batch. A supplier with a working traceability record can usually, on request, produce the original raw-material certificates of analysis for a specific reel; a supplier without one cannot. Traceability is the document family whose value is invisible until something goes wrong on year three of deployment, at which point it is the difference between a containable incident and an uncontainable one.
For the specification-side counterpart of this section — the twelve fields a thermal sensor cable specification should contain so that a supplier's documents can map cleanly onto your spec sheet — see the thermal sensor cable specification guide.
Stage 4 — Incoming Inspection (IQC) on Arrival
Incoming inspection on arrival is the buyer-side closing of the loop. By stage four the supplier has been screened, sample-evaluated and document-reviewed; what remains is to confirm that the cable in the carton in front of you is the cable described in the documents that arrived with it. The realistic depth of IQC depends on whether you are a small-batch buyer, a medium-batch OEM or a large fire-protection integrator — the principle is the same, the depth is what changes.
The minimum six-check IQC for a small-batch buyer
For a small-batch buyer with bench-only tools, the six checks below are the realistic minimum that closes the loop on most thermal sensor cable shipments. Each one is described above for stage two; the difference at stage four is that the inspection runs against the documents that arrived with the shipment, not against the spec sheet only.
- Visual inspection of the jacket and the reel labelling, against the batch code on the outgoing inspection report.
- Outer-diameter caliper measurement at three points per reel, against the spec tolerance and the report value.
- Conductor loop resistance on a sampled reel, against the report value.
- Insulation resistance at 500 V between the conductor pair and ground; the formal pass threshold sits on the outgoing inspection report or the factory spec method (commonly far below 2000 MΩ), while a clean, dry, unaged sample at room temperature typically reads above 2000 MΩ.
- Activation-point sample test on one offcut per reel in a controlled-temperature oil bath, started below the rated activation point and ramped toward it.
- Length verification on at least one reel per batch by re-spooling against a calibrated counter, accepting the supplier's marking when the reading falls within typical reel-length tolerance of about ±0.5 percent.
Anything beyond this — full hipot at higher voltage, halogen acid gas content per IEC 60754-1, pH and conductivity of combustion gases per IEC 60754-2, smoke density per IEC 61034, accelerated aging — is realistic only through an external test laboratory, and is normally scoped on a project basis rather than per shipment. The procurement-side conditions that justify each of those external tests are project-specific; the AHJ requirement for the deployment, the customer-driven third-party clause, the regulator-imposed re-test interval. The companion note on incoming inspection SOP for thermal sensor cable walks the step-by-step workstation procedure for the six-check IQC above.
When IQC is enough, and when it is not
A clean IQC pass on a thermal sensor cable shipment confirms three things and three things only: the cable in front of you matches the documents, the documents match the specification, and the cable can sit on a shelf or be installed. It does not confirm that the cable will activate at the right temperature in year five, that the jacket will hold up to the deployment route's atmosphere, or that the supplier's process will produce the same cable on the next order. Those questions belong to deployment monitoring, route engineering and supplier governance — three separate disciplines, each with its own evidence path.
Beyond the First Order — Ongoing Supplier Governance
Stages one through four close the first-order question. Repeat orders are a different problem. The supplier you qualified twelve months ago may have changed shifts, raw-material lots, conductor-alloy supply or jacket-compound formulation; the cable you are about to receive on order number seven is not necessarily the same cable you sample-evaluated on order zero. Two patterns the buyer can adopt are useful as starting points; both have trade-offs, and neither is the right answer in isolation.
Pattern A — Single-source with periodic re-qualification
A single qualified supplier, re-qualified on a defined cadence (typically every twelve to twenty-four months for a fire-protection cable, every six to twelve months for a high-volume OEM cable), with a triggered re-qualification any time the supplier reports a process change. The pattern minimises supplier-management overhead and tends to produce the most consistent cable across orders. The trade-off is single-source risk — a supplier-side disruption affects every project in the portfolio simultaneously.
Pattern B — Dual-source with split allocation
Two qualified suppliers, with allocation split between them on each order or on a rolling basis. The pattern carries more administrative weight (two document sets, two IQC processes, two sets of cable-end variations to characterise) but absorbs single-source disruption naturally. The trade-off is consistency — small differences between the two suppliers' cables can show up on the panel side of a fire-detection system in ways that take time to characterise.
The condition that points to pattern A: the project portfolio is small, the cable type is narrow and supplier discipline is high. The condition that points to pattern B: the project portfolio is broad, the cable type spans multiple activation classes or material families, and a single-source disruption would be costly. There is a third pattern — a primary supplier with a pre-qualified secondary in reserve — that is often the practical compromise; it carries pattern A's day-to-day overhead and pattern B's resilience, at the cost of an annual re-qualification cycle on the secondary.
Index — Where to Go Next, by Decision Stage
This page is the navigation layer for thermal sensor cable supplier evaluation. The table below routes a stage-specific question to the deeper note that walks the answer.
| If the question on your desk is... | The answer sits in... |
|---|---|
| "Is this supplier even worth evaluating?" | Reliable thermal sensor cable supplier — what to look for and what to walk away from |
| "How do I write a spec the supplier can be evaluated against?" | Thermal sensor cable specification guide |
| "What is happening inside the cable and what should I be testing for?" | Thermal sensor cable engineering reference |
| "Which factory tests produce the values printed on the batch report?" | Thermal sensor cable nine-parameter QC checklist |
| "How do I read a real batch inspection report, field by field?" | What a batch inspection report should look like — annotated sample |
| "What is the step-by-step IQC procedure on arrival?" | Incoming inspection SOP for thermal sensor cable — six-check bench procedure |
| "How do I run a sample evaluation from reel arrival to go / no-go?" | Sample evaluation procedure — from reel arrival to go / no-go |
| "How do I structure a third-party verification with UL, SGS or TÜV?" | How to verify a third-party certificate — genuine, accredited and in scope |
| "After install, the panel reads odd — was it the cable or the route?" | Field diagnosis of LHD cable short-circuit and false-alarm conditions |
A supplier evaluation is a path, not a checkbox. The question that closes the path is whether the supplier's process leaves enough evidence on the desk that, a year from now, you can reconstruct what shipped and why it passed — and that, two years from now, the same evidence still tells the same story to a downstream auditor who never met the supplier.
FAQ — Thermal Sensor Cable Supplier Evaluation
How do I evaluate a thermal sensor cable supplier before placing the first order?
Treat supplier evaluation as a four-stage decision path rather than a single audit visit. Stage one is desk research before you issue the RFQ — confirm the cable type the supplier actually manufactures (LHD, thermosensitive, resistance-wire-based or compound-based), confirm the activation-temperature range they hold in stock, and confirm which standards they are familiar with as a manufacturer rather than as a certified body. Stage two is sample evaluation against your written specification — usually two or three reels per activation point, sectioned, bench-tested at 500 V insulation resistance and dimensionally measured against the spec. Stage three is the document review for the first commercial order — outgoing inspection report, conductor-alloy material datasheet, jacket compliance statement and batch traceability code. Stage four is incoming inspection on arrival — visual, caliper, insulation resistance and a sampled activation test in a controlled-temperature oil bath ramped toward the rated activation point. Each stage closes on conditions specific to your project; this page walks the path stage by stage and links to the deeper note for each step.
What documents should I ask a thermal sensor cable manufacturer to provide?
Four document families cover most procurement and audit needs. The first is the outgoing batch inspection report — a one-page record listing measured QC parameters for the specific reels in your shipment, with batch number, production date and the inspector's name or stamp. The typical thermal sensor cable inspection report covers nine parameters: appearance, outer diameter, conductor resistance, insulation resistance at 500 V, activation temperature, dielectric withstand voltage, length per reel, jacket marking and packing. The second is the material datasheet for the conductor alloy and the insulation polymer — chemistry, temperature class, density and the test standards used to characterise them. The third is the compliance statement against the relevant fire-detection or low-voltage standard (EN 54-22, EN 54-28, UL 521, FM 3210, IEC 60332-1, IEC 60754, IEC 60529 IP rating); for each statement, ask which body issued it and on which date, and treat a compliance statement as a starting point for verification rather than a finished proof. The fourth is the traceability record — the link between your reel serial numbers and the production batch, raw-material lot and inspector. Missing any one of the four families is a red flag worth pausing on, not an automatic rejection.
What incoming inspection tests are realistic for a small-batch buyer to run?
A small-batch buyer with bench-only tools can usually cover six checks on arrival without sending the cable to an external lab. Visual inspection of the jacket for cuts, kinks, jacket marking legibility and reel labelling. Caliper measurement of outer diameter at three points per reel against the spec tolerance, typically ±0.10 mm on a nominal 4 mm jacket. Conductor loop resistance with a four-wire milliohmmeter on a sampled reel, compared against the value on the outgoing inspection report. Insulation resistance with a 500 V insulation tester between the conductor pair and ground; the formal pass threshold sits on the outgoing inspection report or the factory spec method, while a clean, dry, unaged sample at room temperature typically reads above 2000 MΩ. Activation-point sample test on a 1 m offcut in a controlled-temperature oil bath, started below the rated activation point and ramped at roughly 1 K per minute toward it, with the conductor pair monitored on a continuity meter for the resistance step. Length verification on at least one reel per batch by re-spooling against a calibrated counter, accepting the supplier's marking when the reading falls within typical reel-length tolerance of about ±0.5 percent. Anything beyond this — full hipot, halogen acid gas content per IEC 60754, smoke density per IEC 61034 — is realistic only through an external test laboratory, and is normally scoped on a project basis rather than per shipment.
Where does the batch inspection report sit in the supplier evaluation path, and when does a buyer move forward without it?
The batch inspection report enters the supplier evaluation path at stage three, document review, and stays in scope from then on. Stage one — desk research before the RFQ — has no batch in front of it yet, so the question shifts to whether the supplier can show a sample report from any past shipment that follows the format the project will need; the qualification signals around quality records sit in our reliable thermal sensor cable supplier signals note. Stage two — sample evaluation — runs against the spec sheet and the bench data on the sample, not against a commercial-batch report; a sample-batch outgoing report, when the supplier ships one with the samples, is used as cross-reference but is not the contract document at this stage. The commercial-batch report only catches up at stage three, when the first commercial reels are being cut and a report is issued for that batch. Stage four — incoming inspection on arrival — is where the report becomes the reference document the bench reading is compared against, and a stage-four reel that arrives without a report turns IQC into a one-sided exercise: you measure your own number with no factory number to reconcile it against. A buyer can move forward without the report at stage one and stage two; from stage three onward, the report is a stop, not a step. The field-by-field reading sits in what a batch inspection report should look like — annotated sample.