Price on a PDF is easy. Consistent cable across 20 years of shipments is hard. This note is the six-signal qualification framework our own engineering desk uses when we benchmark other manufacturers, and the same framework you can use to audit us. Each signal has a verification step you can run without leaving your desk.
Signal 1 · A Working R&D Lab, Not a Production Floor With a Sign
Extrusion is a solved problem. Formulation is not. A real manufacturer has an R&D lab that actively tunes the thermosensitive compound — not a photo of one in the brochure.
What a working lab produces:
- Formulation iterations. Activation-point tuning by polymer chemistry and filler ratio, not by marketing.
- Environmental chambers. Heat, cold, salt-fog, UV, humidity. A lab that can pre-run your service environment before shipping.
- Failure analysis. Micro-sectioning returned samples, reading extruder logs against the incident, feeding corrections back into production.
- Prototype capability. Small-batch runs for custom activation points, custom jackets, custom diameters — on quick turnaround.
How to verify: ask for a 5-minute walk-through of the lab on a live video call. Ask what the most recent formulation change was and why. A real lab engineer will answer in specifics.
Signal 2 · Compound Formulation Under Their Own Control
The thermosensitive compound is the heart of the cable. Everything downstream — activation-point spread, drift stability, burn-speed uniformity — is downstream of the compound. A manufacturer that buys generic pre-mixed pellets from the open market cannot control any of it.
What control looks like:
- In-house compounding or a dedicated co-manufacturer under a locked formulation agreement.
- Raw polymer suppliers named — not "a trusted supplier", but a named resin producer with a track record.
- Incoming inspection on every drum — melt-flow index, moisture, additive verification before material enters the line.
- COAs linked to batch numbers — every production batch of cable traces back to a specific drum of polymer.
A cable that is "ISO 9001 certified" but whose compound comes from whichever trader quoted lowest that month is a cable whose activation window will wander. The certificate does not fix that.
Signal 3 · Batch Traceability You Can Query in Minutes
If a field incident happens three years after install, the only thing standing between your team and guesswork is the batch traceability system. The lot number printed on the jacket has to match a record that a QA person can pull up on a database query.
What a real traceability system covers:
- Unique lot code printed every metre on the jacket.
- Production record — extruder ID, operator, line speed, temperature profile, in-process adjustments.
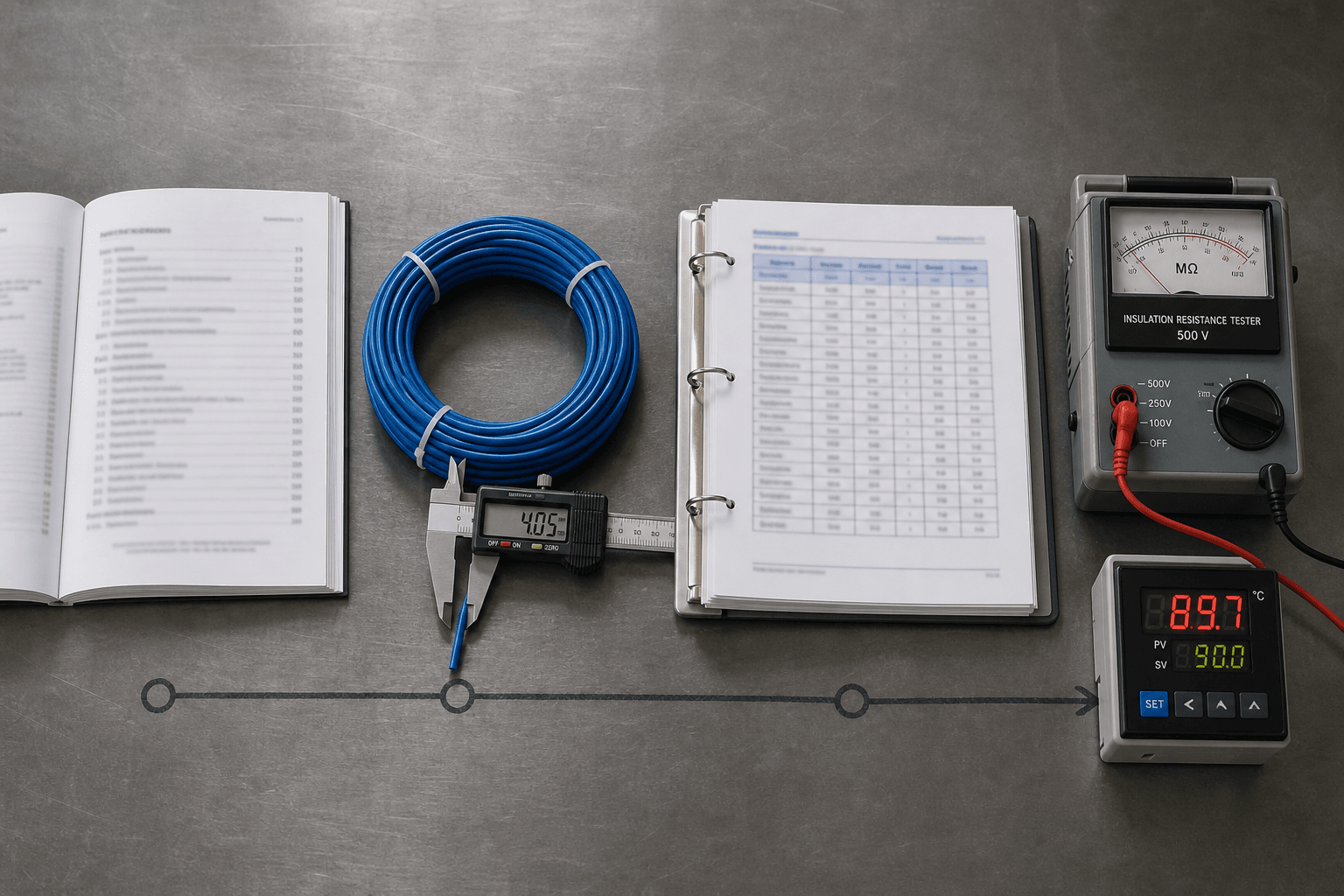
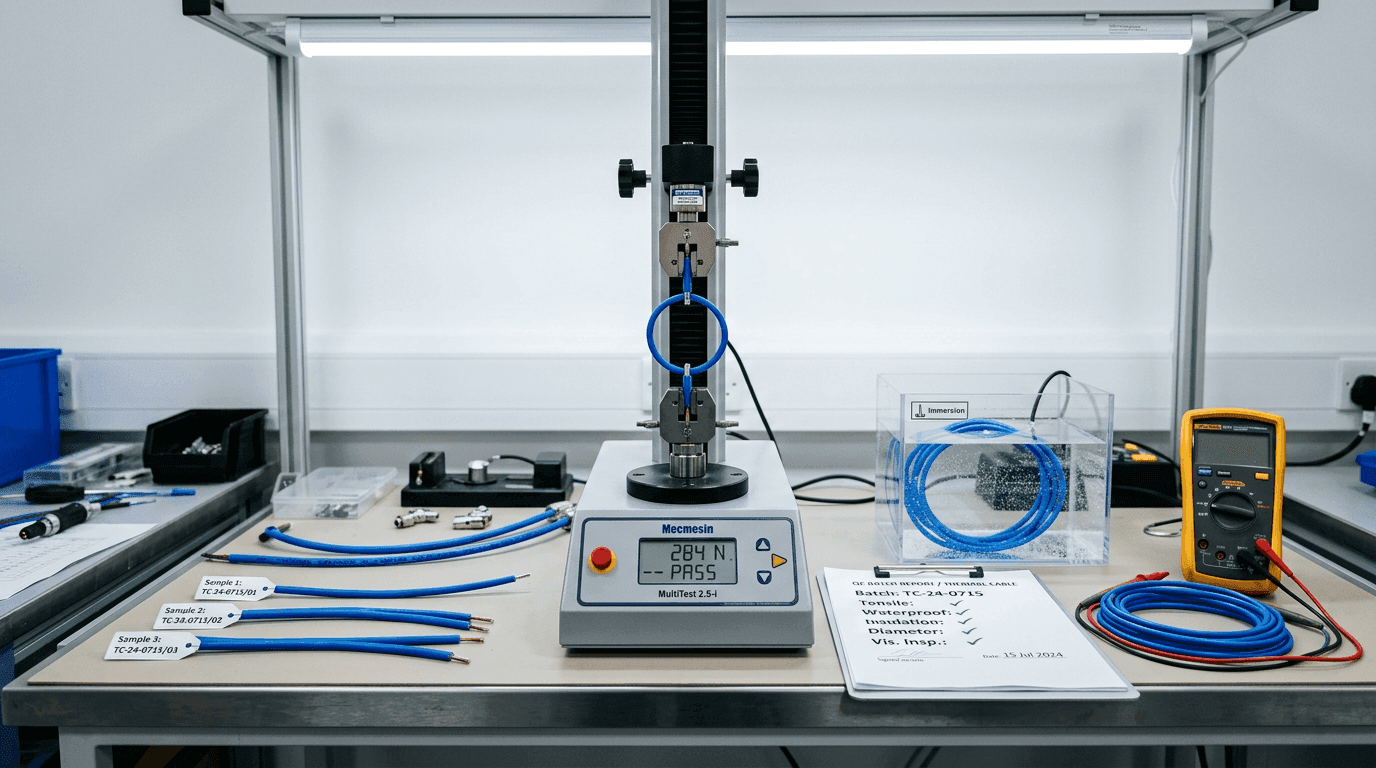
- QC data for that batch — all nine parameters from the nine-parameter QC pass (activation, IR, submersion, tensile, burn speed, dimension, visual, cold-bend, print).
- Raw material lots used in that batch — resin, conductor, additive.
- Customers who received cable from that batch — so a corrective action is surgical, not blanket.
How to verify: pick a lot number from a sample spool they ship you. Ask for the full traceability record by email. A real system returns the record on a routine engineering-desk query, with turnaround documented in the supplier's quality manual.
Signal 4 · Post-Sale Engineering, Not Just Post-Sale Sales
A cable never works alone. It connects to a fire-alarm panel, to an appliance cut-off circuit, or to a PLC. When commissioning surprises show up — and they do — the supplier's engineering desk has to be reachable.
Signals of real post-sale engineering:
- Dedicated technical contact — a named engineer, not a rotating call centre.
- Panel-compatibility confirmation — end-of-line resistance and supervision current stated against your specific panel model, before shipment.
- Remote troubleshooting — live call during commissioning, not "please open a ticket".
- Warranty with paperwork — clear claim process and traceability data ready for the claim, because they kept the records from signal 3.
Signal 5 · A Consistency Trail Across Multiple Shipments
A single good sample proves the factory can make a good cable. A string of identically-good shipments across months proves they reliably do. Consistency is the compound of signals 1 through 4.
How to run a consistency audit:
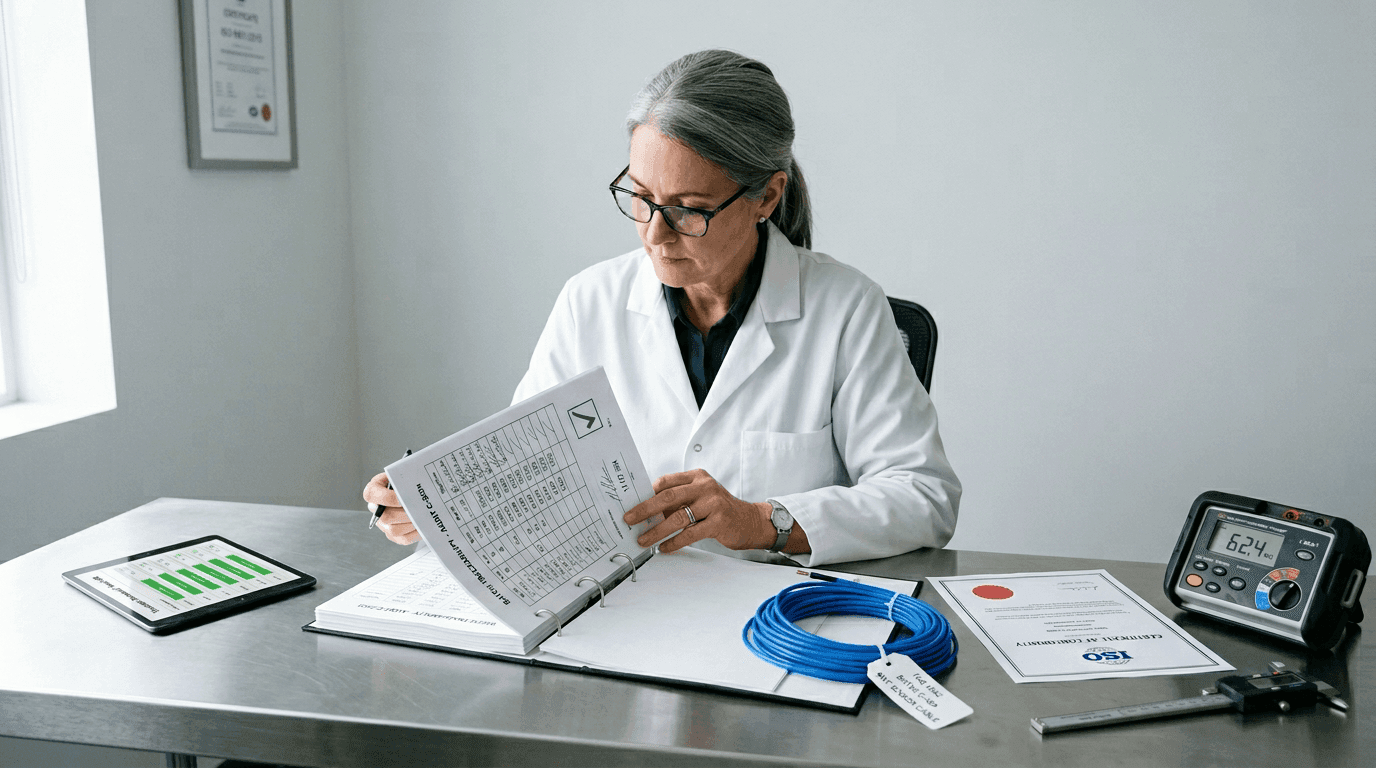
- Request QC reports from three batches spread over at least six months. Line them up side-by-side.
- Order samples from different production dates. Run your own IR and pull tests. The numbers should sit inside a visibly tight band.
- Ask for two long-term customer references who have been buying for 2+ years. Ask them whether the cable that arrives now matches the cable that arrived then.
Signal 6 · An Evaluation Sample, No Drama
A factory that has nothing to hide will ship a metre-long evaluation sample, or a spooled 5 m sample, subject to availability and a brief project review — typically with the customer covering freight while the factory covers the cable and the matching batch report. Nothing theatrical — it is how we all do this in the industry.
Red flags on the sample conversation:
- "We only ship samples with a purchase order." — not a factory, a trading desk.
- "Sample lead-time is 4–6 weeks regardless of project." — the extrusion line is not theirs to run.
- "We cannot share a batch report with the sample." — the traceability does not exist.
The Six-Signal Audit at a Glance
| Signal | What to Ask | What a Real Factory Does |
|---|---|---|
| 1 · R&D lab | 5-minute walk-through on video | Names their latest formulation change |
| 2 · Compound control | Who formulates the compound? | Names the resin supplier, shows COAs |
| 3 · Batch traceability | Query a lot number | Returns full record via routine engineering-desk query |
| 4 · Post-sale engineering | Who is my engineer? | Names a person; confirms panel compatibility |
| 5 · Consistency trail | Three QC reports over 6 months | All three inside a tight, visible band |
| 6 · Evaluation sample | Can I have an evaluation sample? | Ships subject to project scope and engineering review, with the batch report |
How We Score Ourselves Against the Framework
The six-signal audit is the supplier-level question. The order itself sits one level upstream — see our five-step thermal sensor cable selection framework for that decision; harsh-route projects (chemical and mining) carry additional jacket and routing constraints documented in our LHD specification note for chemical and mining plants; for OEM projects the integration questions sit in thermosensitive cable as the last line of appliance safety. We are not exempt from the audit — in fact, we publish our answers:
- R&D lab with formulation engineers, environmental chambers and a failure-analysis bench. Video walk-throughs available on request.
- In-house compound formulation. Resin suppliers named in our supplier qualification pack. COAs on every drum.
- Digital batch traceability. Every lot number is retrievable to full production and QC data via a routine engineering-desk query.
- Named engineering desk. One engineer stays with your project from quote through commissioning.
- Multi-batch QC history. We share three-shipment audit packs to customers who ask.
- Evaluation samples. Subject to sample availability and project review; you cover freight, we cover the cable and the batch report.
If you want to run the six-signal audit against our factory, request the full qualification pack — sample dispatch, batch report and a virtual factory tour slot are scheduled subject to project scope and engineering review.
FAQ — Supplier Qualification
How do I tell if a supplier is a factory or a trading desk?
A real factory can show their extrusion line on a live video call, name the polymer supplier for their thermosensitive compound, and retrieve a batch traceability record from a lot number on a routine engineering-desk query. A trading desk cannot do any of those three.
Why does in-house compound formulation matter?
The thermosensitive compound defines the activation window, the activation-point spread and the long-term drift. A factory that buys generic pellets from the open market cannot control any of those. In-house compounding is what makes batch-to-batch consistency possible.
What should a consistency audit actually look at?
Request full QC reports from three shipments over at least six months. Compare the activation-point spread, the insulation resistance and the submersion result across the three batches. A reliable manufacturer will show all three inside a tight band; a weak one will show scatter you can see with the naked eye.