"Quality" is not a marketing word in the cable industry — it is a number. Nine numbers, actually. This note is the exact acceptance-test framework our production line applies to thermal sensor cable production batches, per QC procedure, before a shipment can leave the factory. The same framework is what an acceptance auditor should run when a sample arrives from any supplier, ours included.
Treat this as a checklist. Each parameter has a test method, a pass threshold and a failure mode that explains why it matters in service.
Why Nine Parameters, Not "A QC Certificate"
A single "QC Pass" stamp on a shipping document tells you nothing. The relevant questions are: against which parameters, at which thresholds, measured on what equipment, on how many samples per batch? A serious factory will answer all four questions for every cable dimension. The nine parameters below are the minimum acceptance set that screens production-line discipline — the QC layer that supports, but does not by itself prove, long-term field behaviour. They sit one level deeper than the supplier-level audit framework — once a candidate factory clears the six factory-floor signals we use to qualify a thermal sensor cable supplier, the per-batch report should land on the nine parameters here.
Two related "nine-parameter" lists circulate around thermal sensor cable QC and they are easy to confuse. The list on this page is the test-method layer — nine acceptance tests with pass thresholds that produce the measured values that land on the supplier's outgoing batch inspection report. The list that appears on the report itself is a different nine — appearance, outer diameter, conductor resistance, insulation resistance, activation temperature, dielectric withstand voltage, length per reel, jacket marking and packing — and a buyer-side reading of that report sits in our thermal sensor cable supplier evaluation guide. Same number, different layers; this page goes deep on the tests, the supplier evaluation guide goes deep on the report, and the buyer-side bench procedure that reads against six rows of that report is in our incoming inspection SOP for thermal sensor cable.
Parameter 1 · Activation-Point Spread
Test: cut three 1 m samples per batch, heat each in a calibrated oil bath, record the activation temperature.
Pass threshold: all three within ±15°C of nominal (e.g. 155–185°C for a 170°C cable).
Why it matters: an activation-point drift of ±25°C across the batch means some sections alarm too early (nuisance trips) and others too late (dangerous). Drift is the most sensitive indicator of compound formulation discipline. Tight activation tolerance also depends on the conductor alloy choice — see our Ni80Cr20 vs Kanthal A1 conductor decision for the upstream choice that sets how stable the resistance baseline can be. The further-upstream decision — which activation class (68, 88, 105, 138, 170 or 185 °C) and which tolerance band (±5, ±10 or ±15 K) the spec asked for in the first place — is walked in our activation temperature selection guide; this test is the production-line bound on the band that selection can credibly promise. How tight that band can realistically be held, and what tightening it costs on the supplier side, is covered in the custom activation tolerance note.
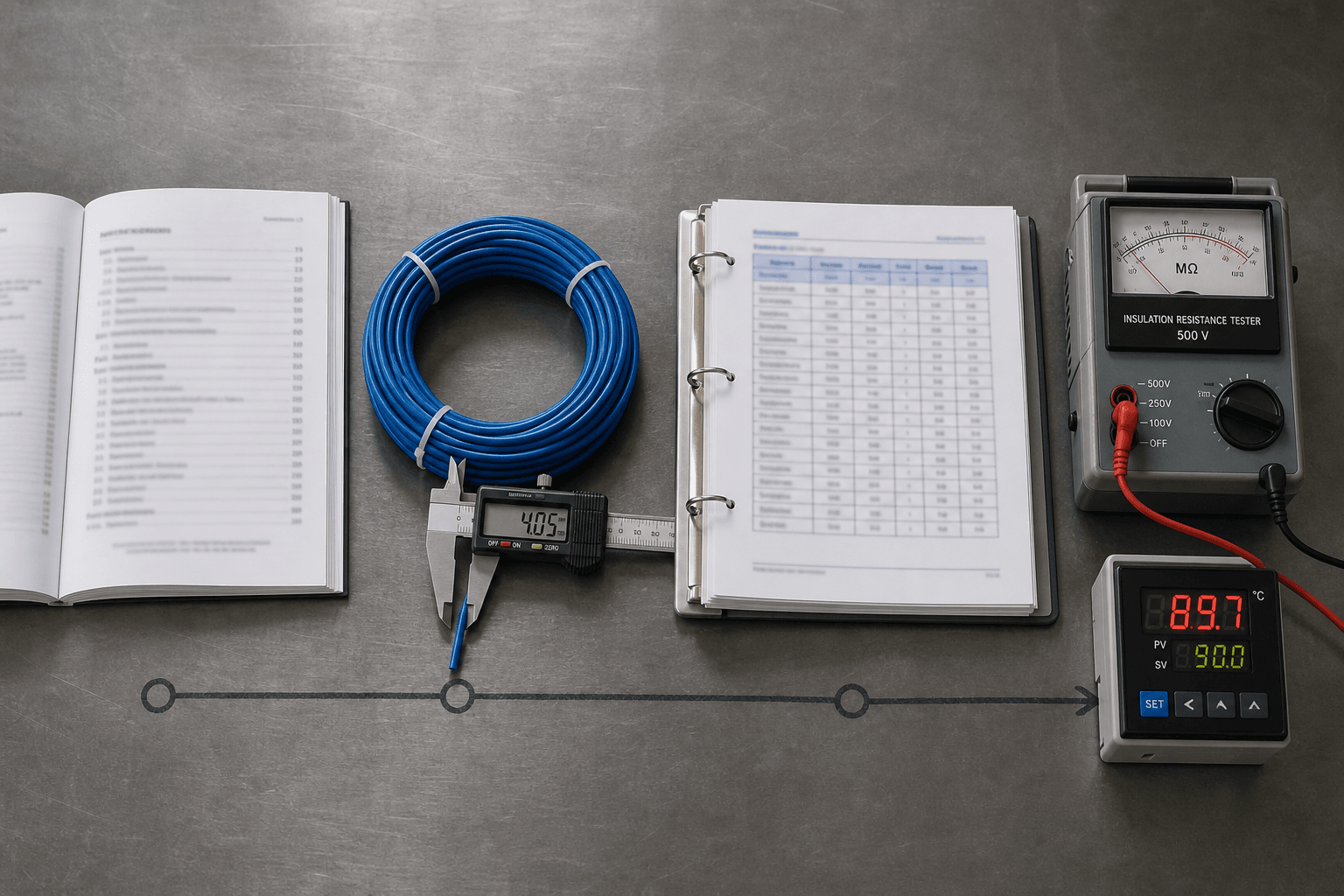
Parameter 2 · Insulation Resistance
Test: apply 500 V DC with a megohmmeter across the two conductors on a 1 m cut, 60 s reading.
Pass threshold: ≥ 20 MΩ at room temperature, 23 ± 5°C.
Why it matters: low insulation resistance means leakage between conductors before the cable actually activates — the panel sees a soft short that reads like a fault or worse, like an alarm.
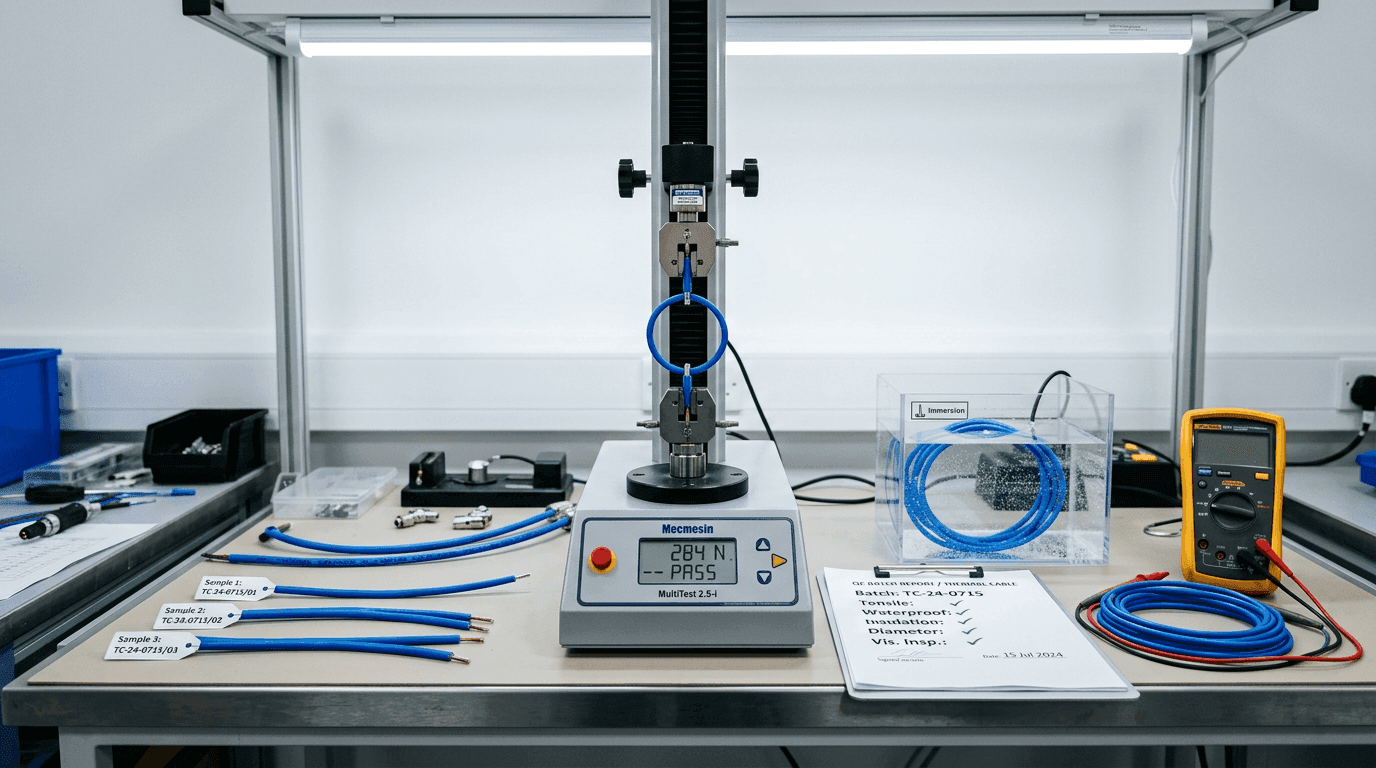
Parameter 3 · 24-Hour Submersion + IR Recheck
Test: submerge a 1 m sample in potable water at room temperature for 24 hours. Remove and measure insulation resistance within 5 minutes.
Pass threshold: ≥ 20 MΩ, no visible moisture at the cable ends.
Why it matters: LHD cables routinely live in humid cable trays, car parks, tunnels and washdown zones. A cable that loses 90% of its IR after a single submersion cycle will not survive 20 years of condensation.
Parameter 4 · Tensile Pull to 2 kg
Test: clamp a 300 mm sample in a pull gauge, ramp force at 50 N/min.
Pass threshold: hold 2 kg (20 N) without conductor pull-out, jacket rupture or compound migration.
Why it matters: the installer pulls the cable through conduit, around bends, up onto cable trays. A cable that fails pull-through leaves the factory as stock and arrives on site as scrap.
Parameter 5 · Burn-Speed Uniformity
Test: mount a horizontal 1 m sample, ignite at one end with a calibrated propane flame, measure propagation time.
Pass threshold: 3–10 seconds per metre, consistent within the sample.
Why it matters: faster than 3 s/m means the jacket is too volatile — risk of nuisance propagation. Slower than 10 s/m means the alarm arrives too late. Uniformity along the sample is as important as the absolute number.
Parameter 6 · Dimensional & Geometric Check
Test: caliper the jacket diameter and wall thickness at 10 points along a 1 m sample. Check ovality.
Pass threshold: diameter within ±0.1 mm of nominal; wall within ±0.05 mm; ovality below 5%.
Why it matters: geometry drives response time, bend radius and installation fit. A batch with wall-thickness drift will have inconsistent response behaviour even when the compound formulation is identical.
Parameter 7 · Jacket Visual & Colour Consistency
Test: inspect the full spool under daylight-balanced lighting.
Pass threshold: smooth surface, uniform colour, no bubbles, no die lines, no visible inclusions, legible lot-number print every metre.
Why it matters: visual defects often correlate with compound moisture, extruder temperature excursion or material contamination. They are the first indicator of a process drift that other tests may miss on small sample counts.
Parameter 8 · Cold-Bend + Heat-Age Stability
Test: cold-bend a sample around a 25 mm mandrel at -40°C; heat-age a sample in an oven at 100°C for 72 hours and repeat IR + activation-point measurements.
Pass threshold: no jacket cracking after cold bend; post-ageing IR and activation within the original tolerances.
Why it matters: real-world installation covers -40°C winter pull-ins and +70°C summer ceilings. Ageing stability predicts service life beyond five years.
Parameter 9 · Lot Traceability & Print Legibility
Test: confirm lot number printed on the jacket matches the QC report, and that print survives a 24-hour water + UV exposure.
Pass threshold: every metre of cable carries a legible lot code; the QC report is dated, signed and references the same lot.
Why it matters: when a field incident is investigated three years post-install, the lot number on the jacket is the only link back to the extrusion batch. No trace, no root-cause analysis, no remediation.
The Full Pass Matrix
| # | Parameter | Pass Threshold | Equipment |
|---|---|---|---|
| 1 | Activation-point spread | ±15°C of nominal | Calibrated oil bath, K-type probe |
| 2 | Insulation resistance | ≥ 20 MΩ @ 500V | Megohmmeter, 500V DC |
| 3 | Submersion + IR recheck | ≥ 20 MΩ after 24h, no ingress | Water tank + megohmmeter |
| 4 | Tensile pull | > 2 kg, no pull-out | Calibrated pull gauge |
| 5 | Burn speed | 3–10 s/m, uniform | Propane burner rig, stopwatch |
| 6 | Dimensional check | ±0.1 mm diameter, <5% ovality | Calipers + laser micrometer |
| 7 | Visual & colour | Uniform, no defects, legible print | Daylight lightbox |
| 8 | Cold-bend / heat-age | No crack / within spec after ageing | -40°C freezer + oven |
| 9 | Lot traceability | Print every 1 m, matches QC report | Jet-print station |
A cable that clears the nine-parameter pass leaves the factory with a process-discipline record that supports the rest of the buyer's evaluation. A cable that clears "most" of them leaves with a record that has a hole in it — and the hole is usually the parameter that decides whether the field installation runs without surprises. Deployment monitoring, route engineering and supplier governance still have to do their work; the nine parameters are the QC layer, not a service-life prediction.
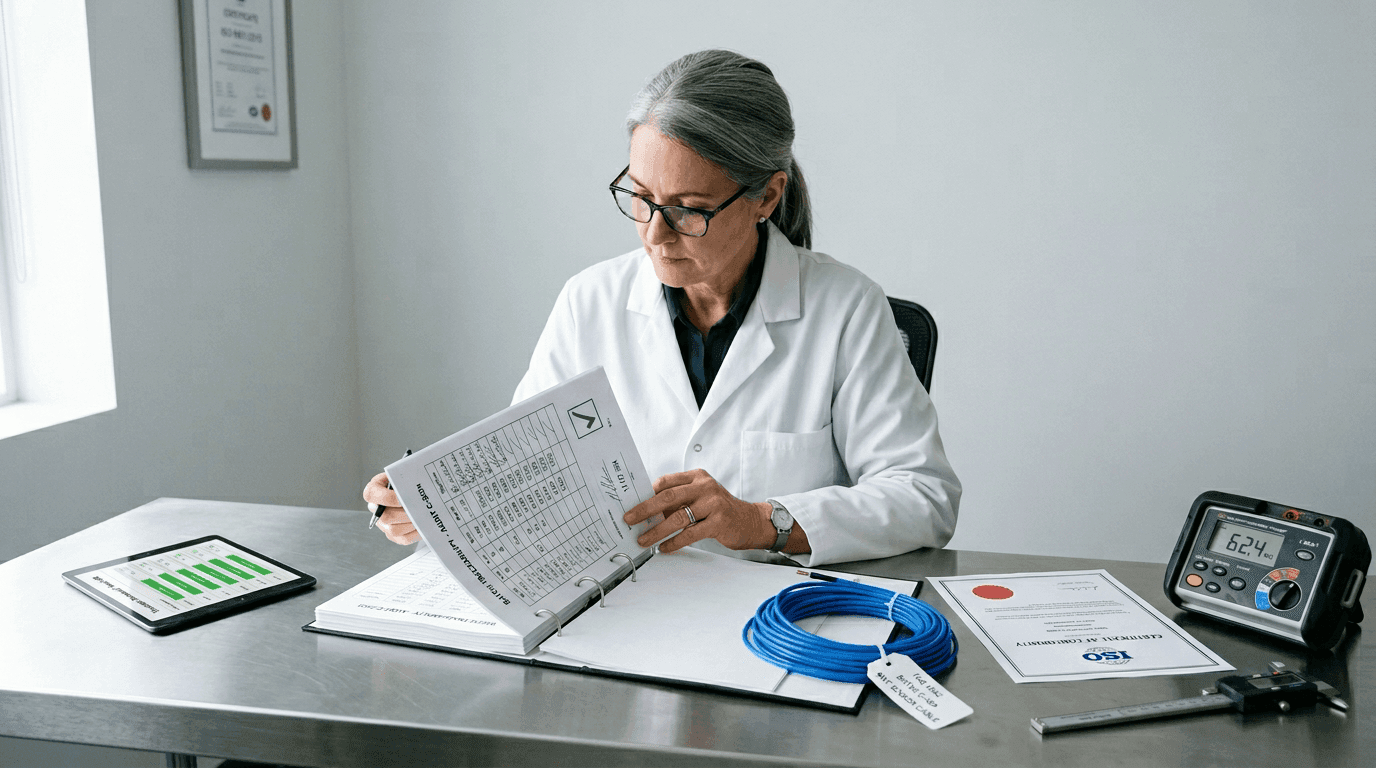
What the Auditor Should Request
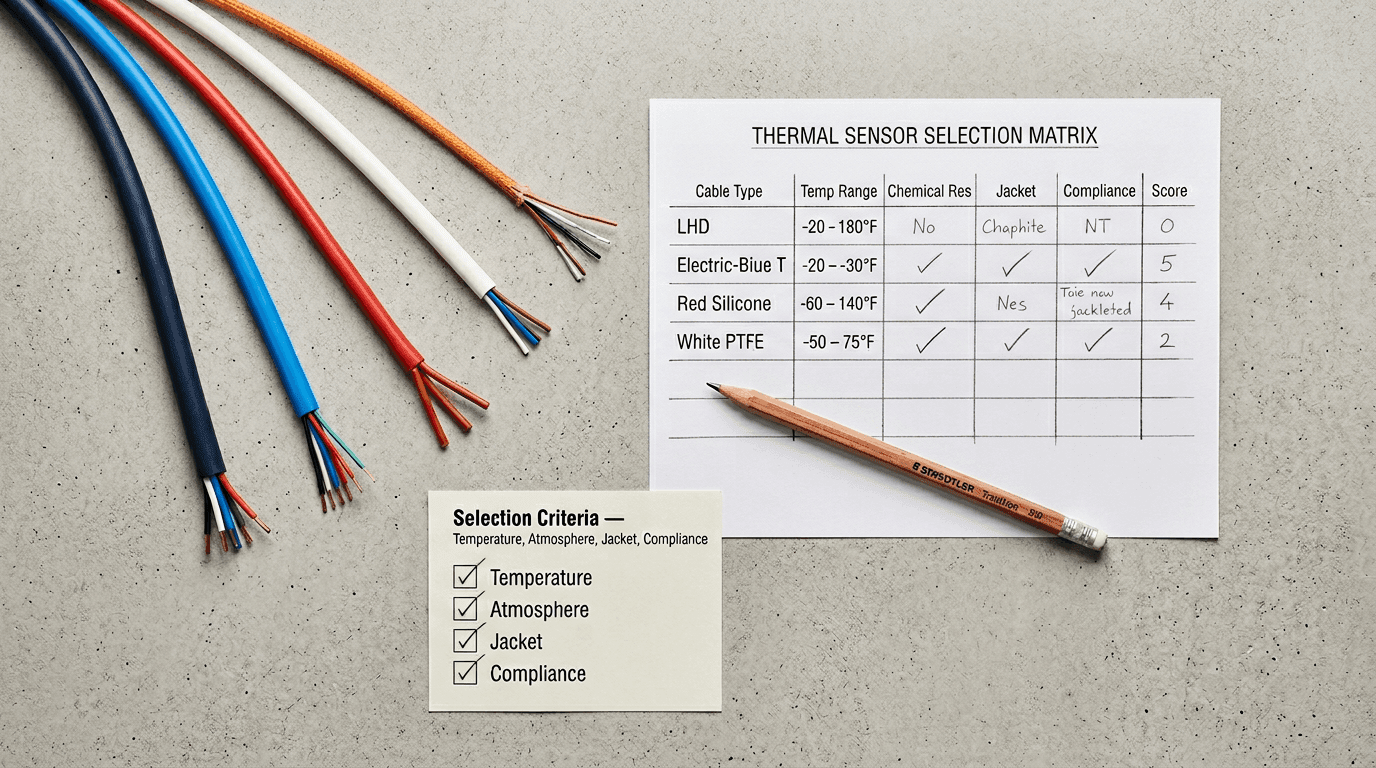
The nine-parameter pass is the QC layer; before any of it, the cable order itself has to be specified well — see our five-step thermal sensor cable selection framework for the upstream decision, and our pre-specification atmosphere audit workflow if the install site is chemical, mining or coastal. With the order well-formed, accept a shipment from any supplier — us included — by requesting the following before release:
- Per-batch QC report covering all nine parameters, signed and dated.
- ISO 9001 certificate for the manufacturing line.
- Regional approval — CE, UL, or EN 54-22 / EN 54-28 type test (resettable vs non-resettable line-type LHD respectively) — matched to the project's AHJ.
- RoHS / REACH declaration.
- One unused 1 m sample for an independent pull-and-test by your QA team.
Why Quality Beats Price on a Life-Safety Product
A cable that fails at the activation event fails silently — there is no "warning light" before a fire event. The incremental cost difference between a cheap cable and a qualification-tested cable is usually under $0.10 per metre. The cost of a single failure-to-activate incident is orders of magnitude larger: property damage, liability, reinstallation and brand damage. The arithmetic only goes one way.
How Our Desk Ships
Every spool that leaves our factory carries a lot number printed every metre on the jacket and a per-batch QC report in the shipping envelope. If you want to stress-test the framework, request an evaluation sample (subject to sample availability and project review) — we ship the sample, you run your own nine-parameter pass. The buyer-side workflow that frames that test cycle from reel arrival to go / no-go decision is documented in the companion sample evaluation procedure note.
FAQ — Cable QC Acceptance
Which single quality parameter matters most for a thermal sensor cable?
Activation-point spread across a batch. A cable that nominally activates at 170°C but drifts ±25°C across the spool means some sections alarm at 145°C and others at 195°C — the system becomes unpredictable. Pass threshold is ±15°C from nominal, measured across at least three sample cuts per batch.
How do I verify waterproofing on a cable sample?
Submerge a 1-metre cable cut at room temperature for 24 hours, remove, and measure insulation resistance with a 500V megohmmeter within 5 minutes. Pass threshold is 20 MΩ or higher with no visible moisture at the cable ends.
What batch-level documentation should I expect with a shipment?
A per-batch QC report matched to the lot number printed on the cable jacket, covering all nine parameters. Plus ISO 9001 certificate, RoHS declaration and any regional type-test approval (CE, UL, EN 54-22 for resettable line-type LHD or EN 54-28 for non-resettable LHD, depending on the product). If that pack does not exist, the supplier is not a factory.