The four-stage supplier evaluation path ends at the receiving dock. Stages one to three close the question of which supplier; stage four answers the narrower question — did the cable in the carton match the documents that arrived with it. The four-stage walk-through sits in the thermal sensor cable supplier evaluation guide; this page is the step-by-step incoming inspection SOP for thermal sensor cable that closes the loop on the bench. The six-check list reads like a procedure already, until the carton arrives and the questions move from what to check to with what tool, on which reel, against which number on the report.
One distinction shapes the rest of the page. Sample evaluation at stage two and IQC at stage four use much of the same bench — caliper, insulation tester, oil bath. The difference is what the readings are read against. Sample evaluation reads against the written thermal sensor cable specification before the order is placed; IQC reads against the outgoing batch inspection report after the cable has shipped. The tool is the same, the reference document is not. The stage-two walkthrough — five checks read against the spec, four-tier verdict at the end — sits in the companion sample evaluation procedure note.
What This SOP Confirms — And What It Does Not
A clean IQC pass tells the buyer something specific, not something general. Reading it as a year-five reliability prediction is the most common mis-step on the receiving dock. Three columns below mark the boundary directly.
the cable on the reel matches the dimensions, the conductor pair, the insulation behaviour and the activation class printed on the outgoing inspection report — and that the report matches the spec sheet on the RFQ.
that the activation point will hold at year five, that the jacket will pass a tunnel atmosphere, or that the same supplier will ship the same cable on the next order. Those questions belong to deployment monitoring and supplier governance.
a sampling plan sized to batch volume and project tolerance, calibrated bench equipment, and an outgoing inspection report that arrives with the shipment. Any of the three missing turns IQC into an unbalanced exercise.
The boundary is what makes IQC useful on a single shipment without overpromising on a five-year route. The questions IQC does not answer remain open after the bench closes, and the engineering reference picks them up on the failure-mechanism side.
The Six-Check IQC at a Glance
The six checks below are the realistic minimum for a small-batch buyer working with bench tools — the list the four-stage guide sketches in Stage 4 and this SOP walks step by step. The order matches the order things land on the bench, not the order they appear on the outgoing report.
| # | Check | Tool | What it confirms | Typical pass |
|---|---|---|---|---|
| 1 | Visual & reel labelling | Eye, camera, batch report | The reel is the one the report describes, undamaged in transit. | No jacket damage; batch code legible and matches the report. |
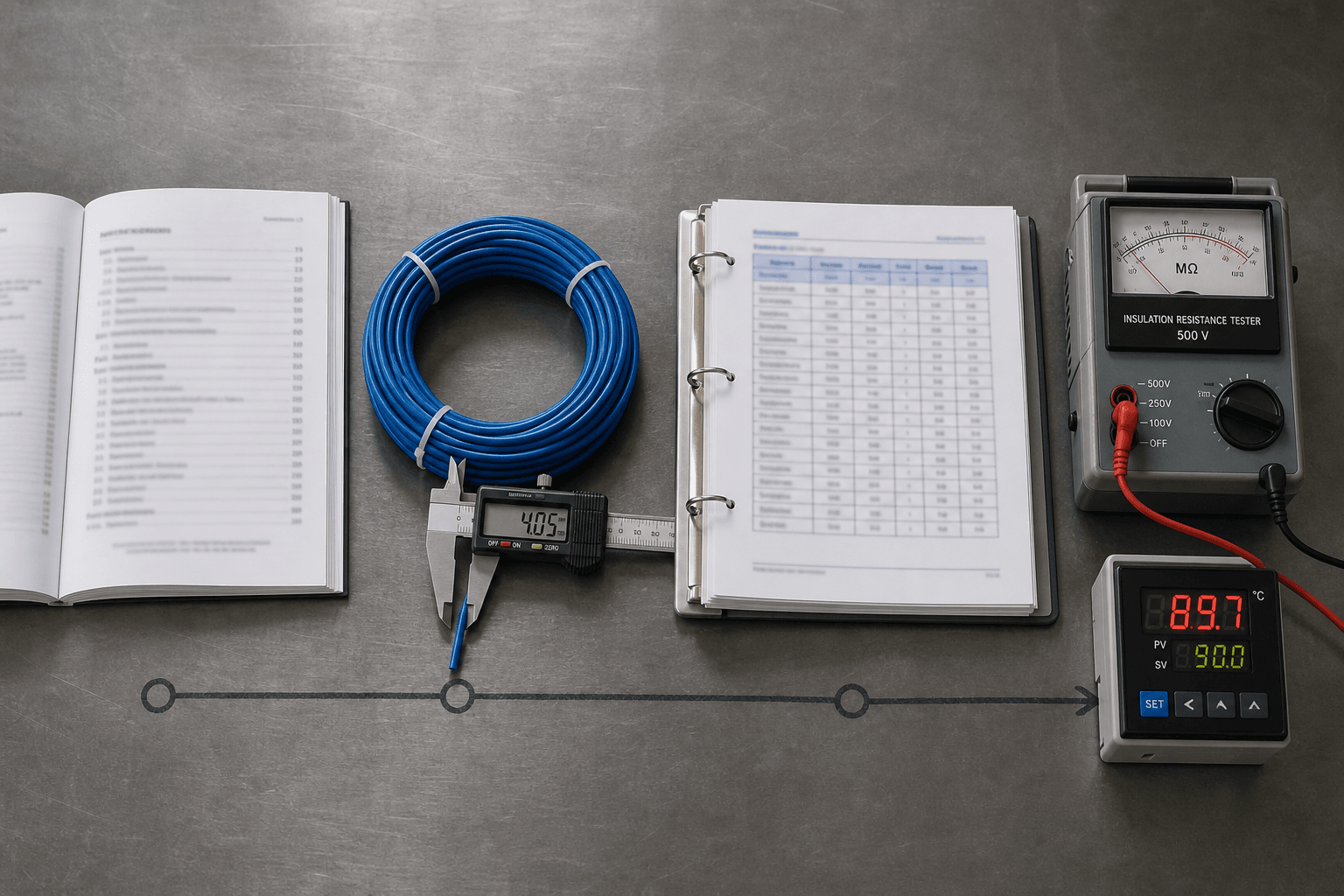
| 2 | Outer-diameter caliper | Digital caliper 0.01 mm | The cable dimension matches the spec and the report row. | Within the tolerance band on the RFQ, commonly ±0.10 mm of nominal. |
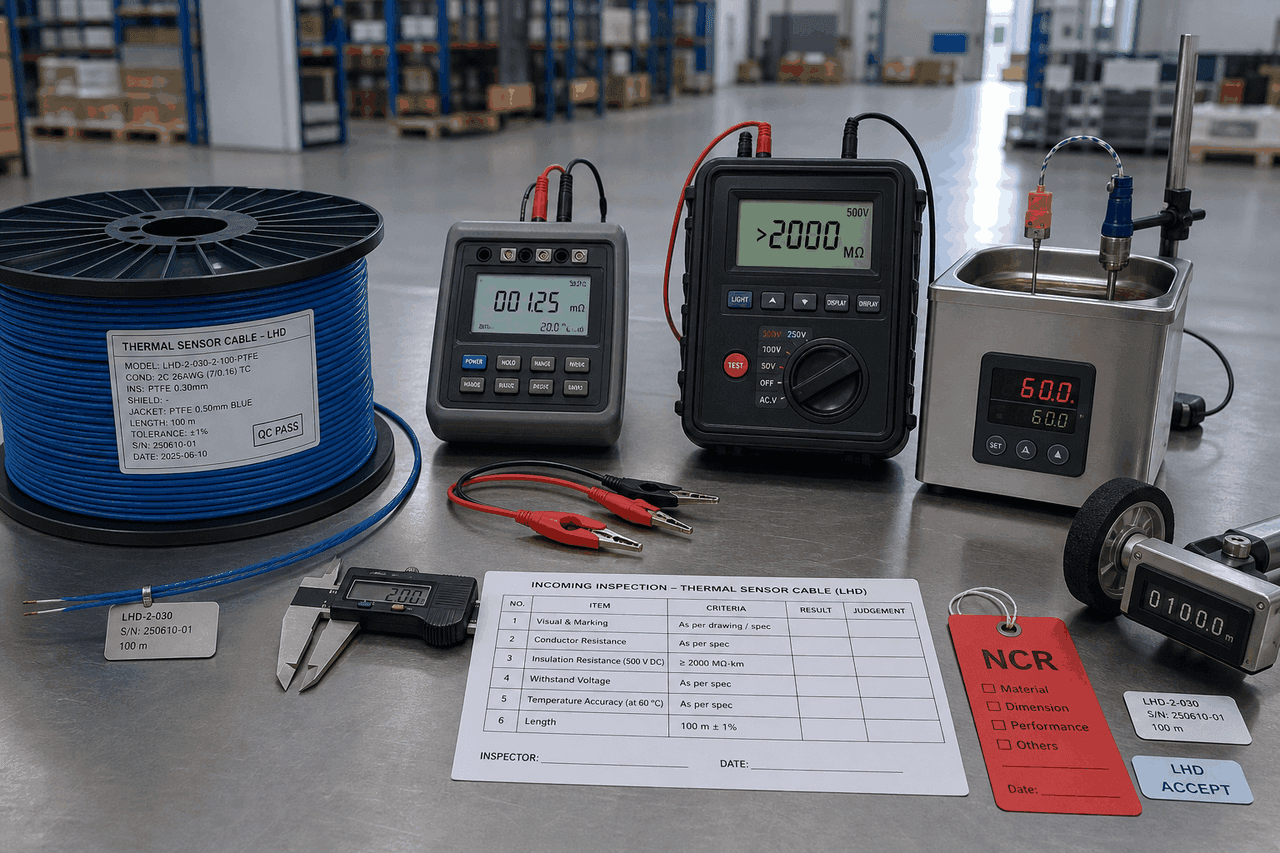
| 3 | Conductor loop resistance | 4-terminal milliohm meter | The conductor pair is intact and of the alloy on the spec. | Within ±5% of the Ω per kilometre value on the report, prorated to reel length. |
| 4 | Insulation resistance at 500 V | Insulation tester per IEC 61557 | The conductor pair is electrically isolated as specified. | Above the threshold on the outgoing report; a clean, dry, unaged sample at room temperature typically reads >2000 MΩ. |
| 5 | Activation-point sample test | Controlled-temperature oil bath, K-type thermocouple | One offcut per sampled reel activates within the RFQ tolerance band. | Inside the band agreed on the RFQ — ±15 K, ±10 K or ±5 K depending on the class. |
| 6 | Length verification re-spool | Digital length counter | The reel holds the length the marking and the report quote. | Within ±0.5% of the marking on a re-spool against a calibrated counter. |
The six are connected. A reel that fails check 1 rarely passes check 2; a reel that passes checks 1 through 4 will in most cases pass check 6. Check 5 — the activation sample — is the one most often skipped on small-batch buyers because of the oil-bath dwell time, and it is also the one most directly tied to whether the cable will do its job.
Setting Up the Bench
The bench-top IQC workstation for thermal sensor cable does not need a metrology lab. It needs six pieces of equipment of the right category, all calibrated, and a layout that lets a single inspector run the six checks without moving the reel through more than one workstation. The shopping list reads as a datasheet rather than a brand list.
| Equipment | Category & specification | Calibration interval | Used in check… |
|---|---|---|---|
| Digital caliper | 0–150 mm range, 0.01 mm resolution, jaw-type. | Annual against a calibrated gauge block. | Check 2. |
| 4-terminal milliohm meter | Range covering the cable's Ω·km value at reel length, 4-wire Kelvin connection. | Annual against a calibrated low-Ω standard. | Check 3. |
| 500 V insulation tester | Per IEC 61557, output voltage 500 V DC, range ≥ 4 GΩ. | Annual; check open-circuit reading at switch-on. | Check 4. |
| Controlled-temperature oil bath + K-type thermocouple | Bath range covering rated activation plus 10 K; K-type thermocouple per IEC 60584-1 with USB datalogger. | Bath: annual immersion check at two points. Thermocouple: every 24 months. | Check 5. |
| Digital length counter | Wheel-type with serial output; resolution at least 0.1 m. | Calibrated against a 10 m steel rule before each batch. | Check 6. |
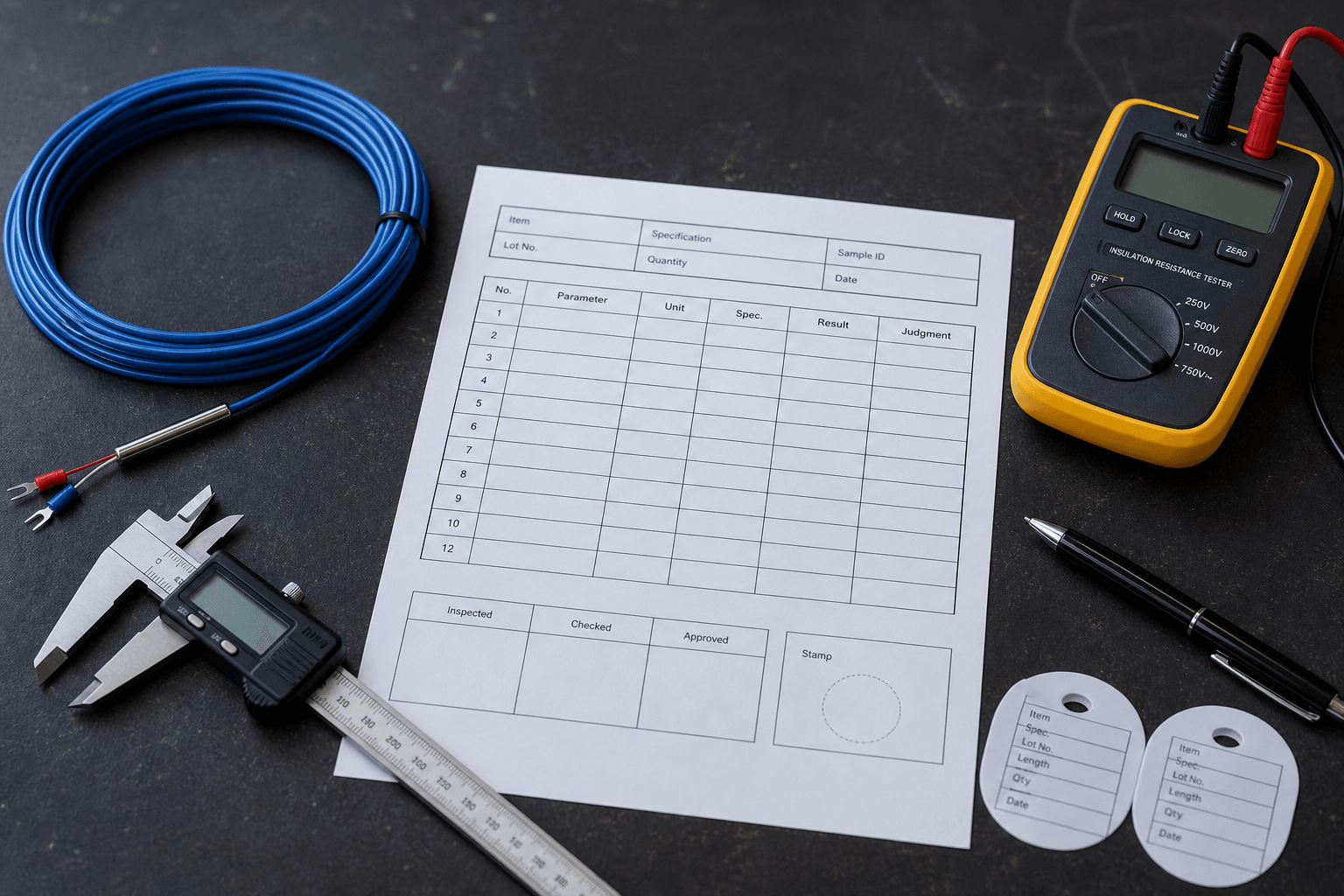
| IQC record card or tablet | Seven record fields per reel (see Check 1 below) — paper card or shared form. | Form revision controlled; tablets backed up daily. | All six. |
Check 1 — Visual and Reel Labelling
The first check costs about five minutes per reel and catches more shipment problems than any of the others. The inspector looks at three things in sequence: jacket condition along an exposed metre, the reel-end labelling, and the batch code printed on the supplier's outgoing inspection report. A jacket with a transit-induced gouge is a different problem from a reel whose batch code does not match the report; the IQC card needs both recorded separately.
The seven record fields per reel — reel number, batch code, label condition, jacket condition, sampling position photograph filename, inspector initials, timestamp — become the audit trail for the next six checks. Skipping the photograph is the most common short-cut and the one that hurts most on a downstream NCR conversation; a phone camera image of the reel position in the carton takes ten seconds and answers questions no measured value can.
Check 2 — Outer-Diameter Caliper
Three caliper readings along the cable — at the reel end, at the midpoint and at the other reel end — characterise the outer diameter without spending a full inspection cycle on a single reel. The reading lands in two columns on the IQC card: the measured value and the deviation from the nominal. A 4.00 mm nominal cable shipped to a ±0.10 mm tolerance band reads as 4.02 / +0.02 mm, not as a single number; the deviation column is what flags drift across reels in the same batch.
Two patterns surface across batches. Intra-reel spread — variation along the same reel — is normally smaller than 0.04 mm on a well-extruded cable; values much larger suggest line speed instability at extrusion. Reel-to-reel spread — variation across reels in the same batch — tracks extrusion drift over the production shift; a spread that walks one direction across the batch is more useful as a yellow flag than a single out-of-band reading.
Check 3 — Conductor Loop Resistance
A 4-terminal milliohm meter measures the conductor pair as a loop — clipped to one reel end with both leads shorted at the other end. The reading is in Ω, not Ω per kilometre; the IQC card converts using the reel length on the marking, and compares the result against the conductor-resistance row of the outgoing inspection report. A Ni80Cr20 conductor on a typical thermal sensor cable lands in a known band per kilometre; a reading more than ±5% off the report value points either to a length-marking error or to a conductor-alloy mismatch. The check takes about two minutes per reel once the leads are clipped, and runs at the same sampling rate as insulation resistance.
Check 4 — Insulation Resistance at 500 V
The 500 V insulation tester applies its rated voltage between the conductor pair and ground for the standardised dwell, and the IQC card records the value at the end of the dwell — typically a minute. An unaged thermal sensor cable at room temperature typically reads well above 2000 MΩ on most insulation systems; a value that lands well below the pass threshold printed on the outgoing batch inspection report quarantines the reel for a recheck after dry conditioning, and only a reading that still sits clearly below the threshold after that recheck is treated as a non-conformance.
The IQC version of this check reads against a different document than the stage-two sample-evaluation version, not a different test method. At stage two the bench reads IR on a dry, room-temperature sample against the written specification — the threshold the project committed to before any commercial batch was produced. IQC at stage four reads IR on a dry reel, immediately, against the value on the outgoing inspection report — the threshold the supplier committed to on the specific batch shipped. The 24-hour submersion-IR test that lives in the factory nine-parameter QC checklist (parameter 3) is destructive and dwell-heavy; the buyer reads the factory's measured value on the outgoing report rather than re-running it on the bench at either stage. Reading the stage-two and stage-four IR numbers as interchangeable is the common mistake; reading them as related but document-separated keeps the IQC card clean.
Check 5 — Activation-Point Sample Test
Check 5 is the one most directly tied to whether the cable will activate at the temperature on the spec sheet, and the one most often skipped on small-batch buyers because of the dwell time. The procedure is the buyer-side version of the factory activation-point spread test: a 1 m offcut from the sampled reel is suspended in a controlled-temperature oil bath, the bath is started at a temperature comfortably below the rated activation class — commonly around 70 °C for a mid-range class such as 88 °C or 105 °C — and the bath ramps slowly toward the class at roughly 1 K per minute while the conductor pair sits on a continuity meter at the bench end.
The activation reading is the bath temperature at the instant the conductor pair shorts. The reading is compared against the activation class and tolerance band agreed in the RFQ — see how the tolerance band is chosen for the upstream decision. An 88 °C class on a ±15 K band passes between 73 and 103 °C; the same class on a ±5 K band passes between 83 and 93 °C. The IQC card records the bath start temperature, the ramp rate, the activation reading, the rated class and the tolerance band; the comparison is mechanical once the four numbers are in.
The factory bench typically runs three 1 m samples per batch as a spread test; IQC runs one offcut per sampled reel rather than three from a single reel. Production-line spread and per-reel verification sit on different layers, and a buyer should not expect the same number on the same shipment.
Check 6 — Length Verification Re-Spool
The last check rewinds the reel through a digital length counter calibrated against a 10 m steel rule before the batch starts. The reading lands on the IQC card as marked length, measured length, deviation percent; a deviation greater than ±0.5% on a re-spool is the typical yellow flag, and a deviation greater than 1% on more than one reel in the sampling base is usually enough to pull the whole batch into a length-verification re-run.
How IQC Maps onto the Batch Report
The six IQC checks and the nine reportable fields on the supplier's outgoing inspection report — covered in the annotated batch inspection report — overlap on five rows, run independently on one, and skip three. The mapping below shows the relationship without forcing a one-to-one correspondence.
| IQC bench check | Reportable field on the batch report | Relationship |
|---|---|---|
| Visual & reel labelling | Appearance | 1:1 reconciliation against the same row. |
| Outer-diameter caliper | Outer diameter | 1:1 reconciliation; IQC reads on the dry reel, report reads at production line. |
| Conductor loop resistance | Conductor resistance | 1:1 reconciliation after length proration. |
| Insulation resistance at 500 V | Insulation resistance at 500 V | 1:1 reconciliation on the same voltage; different conditioning. |
| Activation-point sample test | Activation temperature | 1:1 reconciliation against the class and tolerance band on the RFQ. |
| Length verification re-spool | Length per reel | 1:1 reconciliation; IQC independent re-measurement. |
| Not on the IQC bench | Dielectric withstand voltage | Report-only — a higher-voltage test that exceeds the IQC bench voltage rating. |
| Not on the IQC bench | Jacket marking | Label presence and lot-code legibility are spot-checked under Check 1; the full marking-quality field on the report — print legibility along the reel, lot-code completeness, print-line gap — stays report-side. |
| Not on the IQC bench | Packing | Report records the packing format; IQC confirms transit damage at Check 1. |
Three Layers of Sampling — From Small Batch to Large Integrator
Sampling depth is the part of the SOP that scales with batch size, with the project tolerance band and with how consistent the supplier has been on previous orders. The three layers below are starting points rather than fixed rules.
Visual & outer diameter — all reels in the sampled batch.
Conductor and insulation resistance — all reels in the sampled batch.
Activation sample — one reel per batch.
Length verification — one reel per batch.
Visual & outer diameter — all reels in the sampled batch.
Conductor and insulation resistance — about half the reels.
Activation sample — √n reels.
Length verification — √n reels.
Visual & outer diameter — about half the reels.
Conductor and insulation resistance — about a quarter of the reels.
Activation sample — one reel per five.
Length verification — one reel per ten.
What IQC Does Not Retest
Four tests sit on the factory bench that the IQC bench does not repeat. Three are destructive — the cable is consumed in the test — and one is time-incompatible with a receiving dock. The four are walked in the nine-parameter QC checklist:
- 24-hour submersion-IR. Time-incompatible; the buyer would have to hold the shipment for a day before unloading.
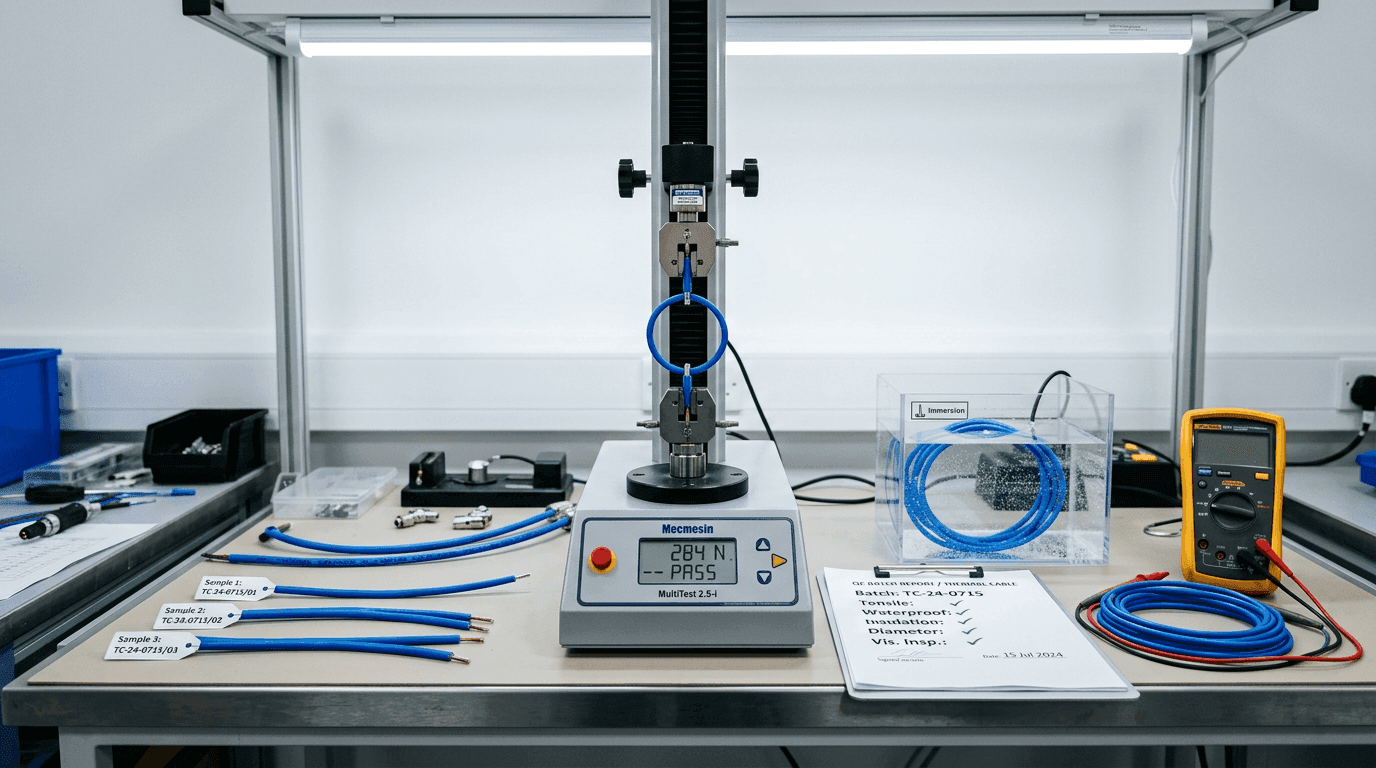
- Tensile pull to failure. Destructive; the sample is broken.
- Burn-speed test per IEC 60332-1-2. Destructive; combustion test on a sample.
- Cold-bend at −40 °C and heat-age at 100 °C for 72 hours. Time-incompatible and equipment-incompatible for most IQC benches.
When a Reel Fails — The Recovery Path
The handling of a non-conforming reel is the part of IQC most often improvised, and the part that affects the supplier conversation most. Four shapes recur on thermal sensor cable shipments.
- A caliper reading sits outside the agreed tolerance band on a number of reels above the sampling base.
- Insulation resistance falls below the pass threshold on one or more reels.
- The activation-point sample reads outside the project tolerance band (±15 K, ±10 K or ±5 K depending on the class).
- The length re-spool reads short of the marking by more than ±0.5%.
The recovery is the same shape across all four. The reel is quarantined with a red NCR tag carrying the reel number, the failed check and the measured value. The IQC inspector photographs the reel position in the carton and the measured value on the meter; both images attach to the IQC card. The corresponding row on the outgoing inspection report is pulled — the supplier's report may already record an out-of-band reading, in which case the conversation moves directly to the replacement clause rather than to an interpretation dispute.
The replacement clause itself sits upstream of IQC, on the Field 12 of the RFQ template: replacement reels shipped at the supplier's cost within an agreed window after a documented NCR notice. IQC produces the evidence the clause runs against; the clause does the negotiation, not the bench. How that clause fits inside the wider non-conformance lifecycle and warranty — disposition, response time, and cover for a defect that surfaces in service rather than at the dock — is set out in the NCR and warranty terms note.
Standards a Buyer Should Reference on the IQC Card
Five standards appear naturally on the IQC card without claiming a personal certification — each one for a tool or a test method rather than for a cable property. The distinction matters: pointing to IEC 61557 next to the insulation tester says this is the standard the tool meets; pointing to it next to the cable would say something the IQC card has no evidence for.
| Standard | What it covers | Where it shows up on the IQC card |
|---|---|---|
| IEC 61557 | Equipment requirements for insulation resistance testers operating up to 1000 V. | Check 4 — next to the insulation tester model. |
| IEC 60584-1 | Tolerances and reference functions for thermocouples, including K-type. | Check 5 — next to the thermocouple model on the oil bath. |
| IEC 60751 | Industrial platinum resistance thermometers (PT100); applicable when a PT100 replaces the K-type. | Check 5 — only when the bath sensor is a PT100. |
| IEC 60332-1-2 | Vertical flame test for a single insulated cable; the test method behind the burn-speed reading on the outgoing report. | Mentioned under "what IQC does not retest"; the bench does not run this. |
| ANSI Z1.4 / AQL | General acceptance sampling by attributes; not specific to thermal sensor cable. | Reference only — the sampling layers above borrow the structure, not the plan. |
Where IQC Sits in the Larger Buyer Workflow
Stage four is the closing stage of the four-stage path, not the only one that matters. The map below shows what feeds IQC and what reads against it.
| Document | How it ties to IQC |
|---|---|
| Supplier evaluation — Stage 4 section | Sets out the six-check IQC at a strategic level. This page is the procedure that runs against it. |
| Batch inspection report | The reference document the IQC bench reads against. Five of the six checks reconcile 1:1. |
| RFQ Field 12 — Non-conformance and replacement | The contractual frame IQC produces evidence for when a reel fails. |
| Activation temperature selection | Sets the class and tolerance band Check 5 reads against. |
| Nine-parameter QC checklist | The factory test-method list; the four tests IQC does not retest live there. |
Incoming inspection on thermal sensor cable is six bench checks read against the outgoing inspection report — not a verdict on year-five reliability, and not a substitute for the engineering review the route already passed. The reels that arrive next month read against the same six lines on the IQC card; the supplier conversation reads against the line that did not match.
FAQ — Incoming Inspection SOP
What is a realistic step-by-step incoming inspection procedure for thermal sensor cable on arrival?
Run the six checks in the order they reach the bench: visual and reel labelling against the batch number on the outgoing inspection report; outer-diameter caliper at three points per reel; conductor loop resistance with a 4-terminal milliohm meter; insulation resistance at 500 V between the conductor pair and ground; an activation-point sample test on one offcut per sampled reel in a controlled-temperature oil bath ramped slowly toward the rated class; and length verification by re-spooling against a calibrated counter. A single reel takes roughly fifty to sixty-five minutes through the full sequence — about five minutes of visual, three minutes of caliper, two minutes of conductor resistance, three minutes of insulation resistance, twenty-five to forty minutes for the activation sample as the oil bath ramps, and around ten minutes to re-spool the length. A batch of ten reels at small-batch sampling rates lands at roughly a half-day of bench time. Six bench checks line by line are written above.
What tools and bench equipment do I need to set up an IQC station for thermal sensor cable?
Six pieces of equipment cover the procedure end to end. A digital caliper with a 0 to 150 mm range and a 0.01 mm resolution handles the outer-diameter check. A 4-terminal milliohm meter or 4-wire bridge measures conductor loop resistance and converts cleanly to Ω per kilometre against the reel length. A 500 V insulation tester compliant with IEC 61557 — the standard a buyer should be able to point to without claiming a personal certification — handles the IR step. A controlled-temperature oil bath paired with a K-type thermocouple per IEC 60584-1 and a USB datalogger holds the activation-point bench test; the bath start temperature sits well below the rated class, commonly around 70 °C for mid-range classes. A digital length counter calibrated against a 10 m steel rule closes the length step. A printed IQC card or a tablet with the seven record fields keeps each measurement traceable. Buy by category and specification rather than by brand; the IQC card is the document the bench produces, not the catalogue.
How do I size IQC sampling for thermal sensor cable shipments — reel-by-reel or per batch?
Sampling scales with batch size, tolerance pressure and historical supplier consistency rather than with a single industry rule. A small batch of ten reels or fewer typically runs visual and outer-diameter on all reels in the sampled batch, conductor and insulation resistance on all reels in the sampled batch, an activation-point sample on one reel from the batch, and length verification on one reel from the batch. A medium batch between ten and fifty reels keeps visual and outer-diameter at the same coverage, drops conductor and insulation resistance to about half the reels, runs the activation sample on roughly √n reels, and verifies length on √n. A large batch above fifty reels narrows further: visual and outer-diameter on about half the reels, electrical checks on about a quarter, an activation sample on one reel per five, and length on one reel per ten. The plan above is a starting point shaped by project tolerance, shipment cost and historical supplier consistency, not a one-size sampling rule. Standards such as ANSI Z1.4 and the AQL framework can inform the sampling structure but are not specific to thermal sensor cable; reading them as a binding pass rule on the bench is a common mistake.
What does a failed incoming inspection look like and how should the recovery flow work?
Four fail shapes recur on thermal sensor cable shipments. A caliper reading sits outside the tolerance band agreed in the RFQ on a number of reels above the sampling base; insulation resistance falls below the pass threshold on one or more reels; the activation-point sample sits outside the project tolerance band (±15 K, ±10 K or ±5 K depending on the class); or the length re-spool reads short of the marking by more than the agreed tolerance. The recovery is the same shape across all four. Quarantine the non-conforming reel with a red NCR tag, photograph the reel position in the carton and the measured value on the meter, and pull the corresponding row from the outgoing batch inspection report — the supplier's report may already record the same out-of-band reading, in which case the conversation moves directly to replacement under the RFQ non-conformance clause. The replacement clause itself sits on Field 12 of the RFQ template: replacement reels are shipped at the supplier's cost within a window agreed at RFQ time. IQC does not negotiate the clause; it produces the evidence the clause runs against.