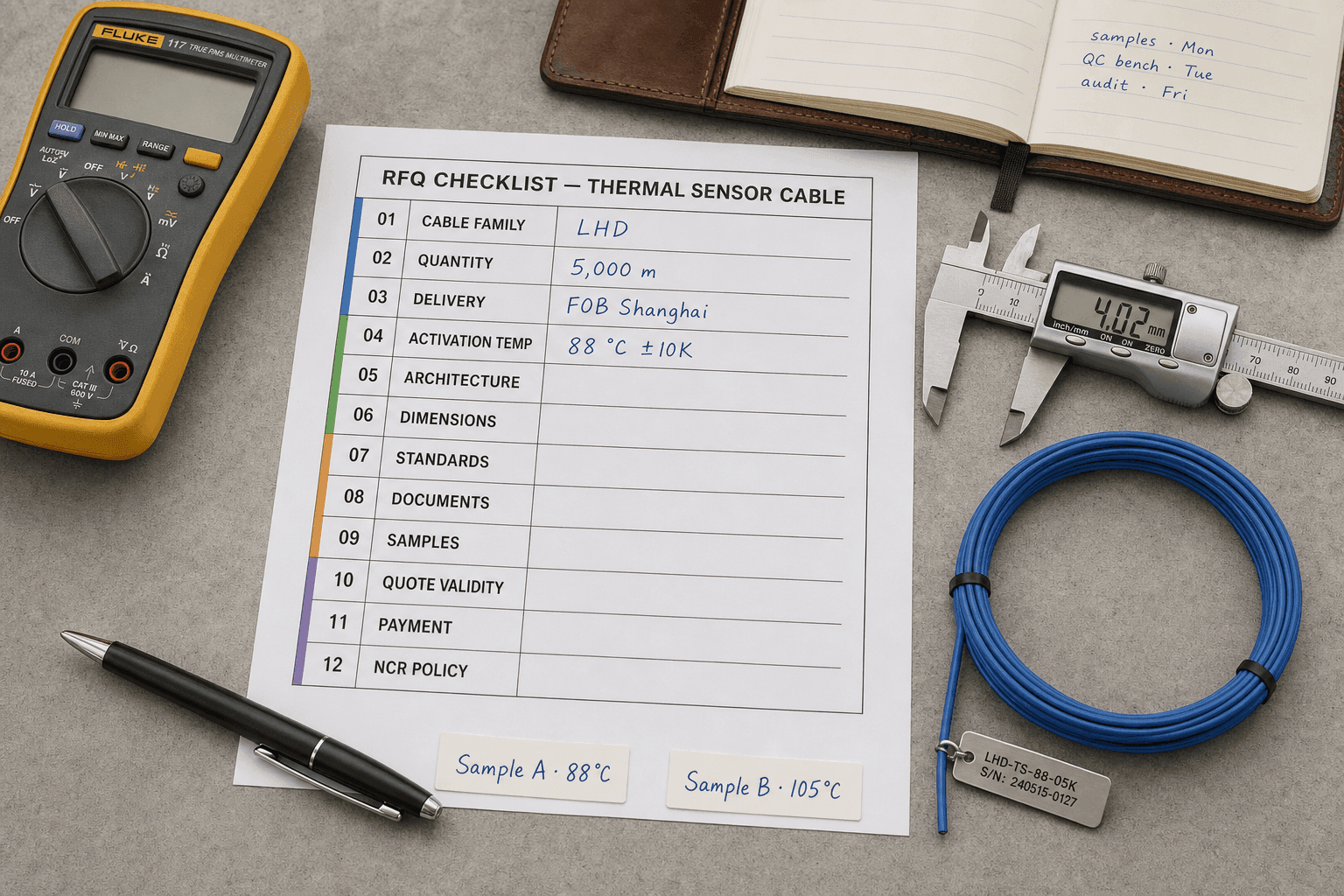
Sample reels arrive on a desk that already carries an RFQ folder, a supplier shortlist and a spec sheet that has been through two rounds of internal review. The question on the bench is narrower than the four-stage supplier evaluation it sits inside. The four-stage walk-through belongs to the thermal sensor cable supplier evaluation guide; this page is the step-by-step sample evaluation procedure for thermal sensor cable that closes Stage 2 — the moment the reels you asked for in RFQ Field 9 (request for quotation template) land on the bench, and the moment the bench reads them back against the written specification instead of any document the supplier still has to produce.
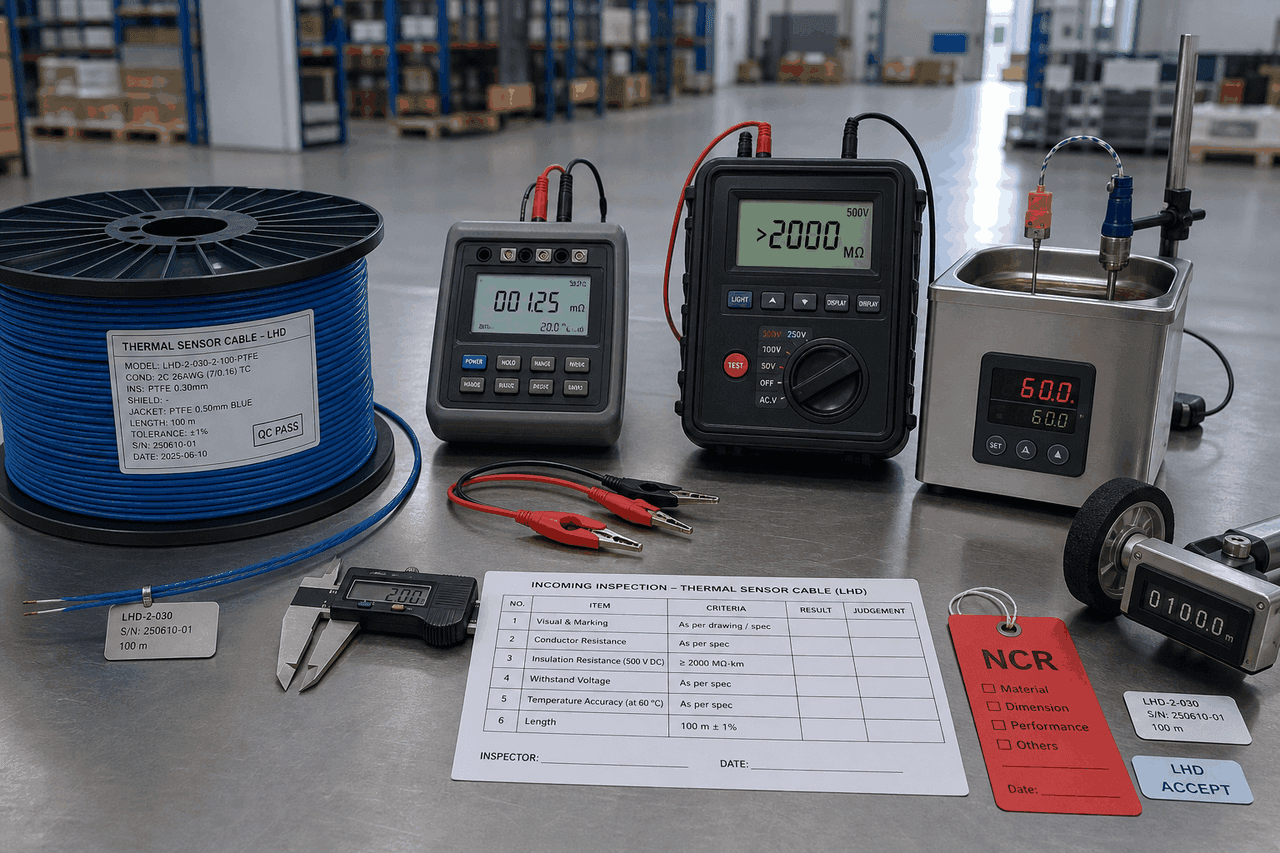
One distinction shapes the rest of the page. Sample evaluation at Stage 2 and incoming inspection at Stage 4 share most of the bench — the same caliper, the same 500 V insulation tester, the same controlled-temperature oil bath. The difference is what the readings are read against, and what verdict the readings close on. Sample evaluation reads against the written specification before the PO is placed, and closes on a four-tier go, qualified-go, hold or no-go decision that lives on the contract side. Incoming inspection — the buyer-side incoming inspection SOP for thermal sensor cable — reads against the outgoing batch inspection report after shipment, and closes on a per-reel pass or fail decision that lives on the bench side. The tool is the same; the reference document and the verdict are not.
Sample Evaluation vs IQC — What Changes When the Same Bench Reads a Different Document
The cleanest way to keep the two stages from colliding is to lay out what changes between them. Three columns capture it without forcing a one-to-one mapping.
against the written specification on the RFQ. The sample is two or three reels per activation class; the offcut for the activation test is thirty centimetres; the verdict is a four-tier go, qualified-go, hold or no-go contract-level call.
against the outgoing batch inspection report that ships with the carton. The sample is a fraction of the commercial batch; the offcut for the activation test is one metre; the verdict is per-reel pass or fail on the bench.
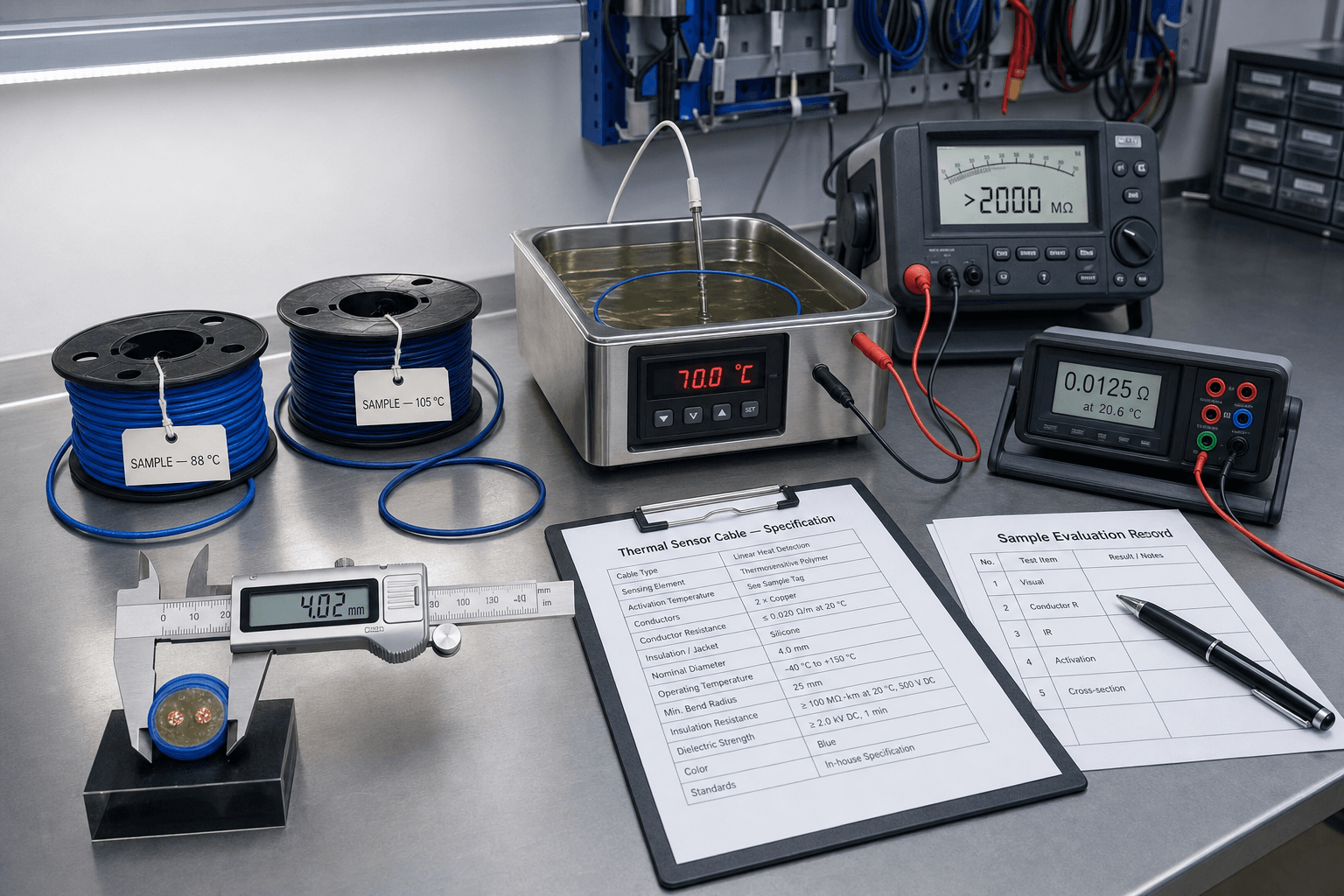
the bench. Caliper, 4-terminal milliohm meter, 500 V insulation tester, controlled-temperature oil bath. The calibration interval and the tools used in each check do not change between Stage 2 and Stage 4; what is on the desk next to the bench does.
Five checks make up sample evaluation; six make up incoming inspection. Four of the checks line up between the two stages — visual, conductor loop resistance, insulation resistance and activation-point sample test. One check sits only at Stage 2 — the cross-section — because sectioning a reel is a one-time architecture verification that does not repeat per shipment. Two checks sit only at Stage 4 — outer-diameter caliper as its own check and length verification re-spool — because the commercial batch is the moment to confirm reel dimension and length against the shipping document, not the moment to confirm sample geometry. The five-versus-six count is the first thing to get straight before opening the next section.
The Four Layers of "Nine" — Where Sample Evaluation Sits
The number nine surfaces in several places on this site, and the layers are not the same. Anyone arriving here with another nine-item list in mind should map the four layers below first; sample evaluation lives at the top of the stack.
The two layers above the supplier line (01 and 02) are buyer-side; the two below (03 and 04) are supplier-side. Sample evaluation is the only layer that runs before the PO closes; the others run after the commercial batch leaves the factory. Reading the layers as four versions of the same nine-item list is the most common mistake at this stage; reading them as a four-tier evidence stack — pre-PO bench, post-PO bench, supplier document, supplier procedure — keeps each measurement on the layer it belongs to.
The Five Sample Evaluation Checks — Step by Step
The five checks below run in the order the reels reach the bench, not in the order they appear on any list. The summary card lays out the tool, the document the check reads against, the pass condition, the yellow flag and the Stage-4 difference for all five checks in one place; the H3 paragraphs that follow add the bench context and decision branches the table cannot carry. The numbers below are typical thermal sensor cable values; the project tolerance written into your RFQ supersedes any number named on this card.
| Check | Tool | Reads against (RFQ) | Pass | Yellow flag | Stage-4 difference |
|---|---|---|---|---|---|
| 1. Visual & dimensional | 0.01 mm digital caliper | Outer diameter and jacket marking from RFQ Field 6; jacket polymer from Field 5 | OD within spec tolerance at three points per reel; jacket marking matches the printed RFQ | Reel-to-reel OD spread of 0.04–0.08 mm drifting one direction across the sample base | Reads OD against the outgoing inspection report rather than the RFQ field |
| 2. Conductor loop resistance | 4-terminal milliohm meter | Conductor alloy family from Field 5; supplier-shipped conductor datasheet | Reading inside the datasheet's declared tolerance band (typically around ±5 % on Ω/km) after length and temperature correction | Three reels each within the band but drifting in one direction across the base | Reads against the per-reel value on the outgoing batch inspection report rather than the conductor datasheet |
| 3. Insulation resistance at 500 V | 500 V insulation tester (IEC 61557) | IR threshold from the spec sheet attached to the RFQ | Reading well above the spec threshold on a dry, room-temperature sample after the standardised dwell | Three reels reading between the spec threshold and the factory pass threshold — passing, but tracking the lower line | Reads against the outgoing-report pass threshold rather than the spec sheet |
| 4. Activation-point sample test | Controlled-temperature oil bath + continuity meter | Activation class and tolerance band from RFQ Field 4 | Reading inside the rated tolerance band on a 30 cm offcut, bath ramping at ~1 K/min from below the rated class | Three-reel activation spread that uses most of the rated tolerance band | Uses a 1 m offcut to line up with the factory's three-sample spread test |
| 5. Cross-section | Clean cut + polish + bench camera with mm ruler | Architecture from RFQ Field 5; supplier-shipped spec drawing | Architecture in section matches Field 5 (metal-core or non-metal-core); insulation wall inside the spec drawing | Compound granularity or colour variation between reels in the same sample base | Not repeated at Stage 4 — architecture is a one-time verification at the sample stage |
Typical thermal sensor cable values. The project tolerance written into your RFQ supersedes any number on this card.
Check 1 — Visual & Dimensional
The caliper reads outer diameter at three points per reel with 0.01 mm resolution, and the eye reads the jacket along the exposed length, the marking content (model number, activation class, sample-batch code) and any factory printing on the spool. Each reading lands in two columns on the sample evaluation record — the measured value and the deviation from nominal — so that a 4.0 mm nominal cable on a ±0.10 mm tolerance reads as 4.02 / +0.02 mm, not as a single number. A jacket gouge, a missing label or an outer diameter outside spec closes the check as a no-go on that reel before any other measurement is worth running; a jacket scuff that does not break the wall, a hand-marked label or an OD reading inside but close to tolerance moves the reel into a hold while the other four checks complete, with the verdict consolidating at the end of the day. The cross-reel data point sample evaluation catches that incoming inspection does not — three reels each in-spec individually but drifting one direction across 0.04 to 0.08 mm — signals extrusion-line speed instability over the production shift.
Check 2 — Conductor Loop Resistance
A 4-terminal milliohm meter reads conductor pair resistance in absolute Ω at the bench end with both leads shorted at the other end of the reel; conversion to Ω per kilometre uses the reel length on the marking. A Ni80Cr20 conductor lands in a known band per kilometre, a tinned-copper conductor in a much lower band, and the expected value sits in the conductor alloy datasheet the supplier should be shipping with the samples. The bench reading is compared against that datasheet after length and temperature correction — the tolerance band the datasheet itself declares is the contract reference, and a typical thermal sensor cable datasheet runs around a ±5 % band on Ω per kilometre. A reading clearly outside the datasheet band, with the reel length confirmed correct on the spool, points either at a conductor-alloy mismatch (the chemistry on the datasheet is not the chemistry in the cable) or at a temperature-correction error on the bench (lab ambient drifting several degrees from the datasheet reference); a reading at the band edge prompts the bench to record lab temperature, recheck with a calibrated alloy reference, and either close the check or escalate to a supplier query. The yellow flag — three reels each within the band but drifting in one direction across the base — is more useful at sample evaluation than at incoming inspection, because the commercial batch may follow the same drift.
Check 3 — Insulation Resistance at 500 V
A 500 V insulation tester compliant with IEC 61557 applies its rated voltage between the conductor pair and ground for the standardised dwell — typically one minute — on a dry, room-temperature sample, and the reading lands as a single value in MΩ or GΩ at the end of the dwell. A clean, unaged thermal sensor cable typically reads above 2000 MΩ on most insulation systems, while the spec sheet threshold sits considerably below that because the threshold is sized to the commercial batch under realistic warehouse humidity, not a typical lab reading. A reading well above the spec threshold passes; a reading below the spec but above the manufacturer's outgoing-report pass threshold prompts a recheck after dry conditioning — a few hours in a sealed dry environment, or a slow heat soak below the activation class — and only a recheck still below the spec closes the check as a no-go. A reading clearly below both thresholds is a no-go without recheck; the sample carries either a moisture intrusion or an insulation defect. The 24-hour submersion-IR test that lives in the factory nine-parameter QC checklist is destructive and dwell-heavy; sample evaluation reads the supplier's measured value for that test on the outgoing report rather than re-running it on the bench.
Check 4 — Activation-Point Sample Test
A 30 cm offcut sits in a controlled-temperature oil bath while the bath ramps from a temperature comfortably below the rated activation class — commonly around 70 °C for an 88 °C or 105 °C class, lower for the 68 °C class — toward the rated point at roughly 1 K per minute; the conductor pair sits on a continuity meter at the bench end, and the activation reading is the bath temperature at the instant the meter trips. A reading inside the tolerance band agreed in the RFQ — ±15 K, ±10 K or ±5 K depending on the class — passes; the tolerance band decision sits upstream and pins the band the bench is reading against. A reading outside the band on a single reel prompts a re-run with a fresh offcut from the same reel; the re-run closes the reel as a qualified-go (reading lands inside the band) or a no-go (reading still outside). A reading at the band edge on two or more reels moves the sample base into a hold while the bench records the bath ramp rate, the start temperature and the meter type, and the conversation moves to the supplier. The yellow flag is activation spread across three reels that uses most of the rated tolerance band — an 88 °C class on a ±10 K project reading 80 / 88 / 95 °C has technically passed all three reels, but the spread is wide enough that the commercial batch is unlikely to stay inside the same band consistently, and a qualified-go on this sample base depends on a supplier-side production-shift consistency note explaining what drives the spread.
Check 5 — Cross-Section
One offcut per sample reel is sectioned perpendicular to the cable axis, polished lightly to reveal the internal architecture, and photographed against a millimetre ruler under bench lighting. The photograph captures the architecture (metal-core or non-metal-core), the conductor pair geometry where the design has one (round versus stranded, centre-to-centre spacing), the insulation wall thickness and any visible cure or void in the thermosensitive compound; the image becomes the architecture verification record on the sample evaluation file. A cross-section that matches the architecture stated in RFQ Field 5 — metal-core with a twin-conductor pair separated by thermosensitive compound, or non-metal-core with no continuous metallic pair through the active section — passes; a different architecture closes the check as a no-go regardless of how the other four checks read, because the cable on the reel is not the cable described in the RFQ. A matching architecture with a void, a compound shrinkage line or an insulation wall outside the spec drawing prompts a hold and a supplier query; compound granularity or colour variation between reels in the same sample base is the yellow flag worth recording on the photograph even when no single reel fails. Incoming inspection does not repeat the cross-section — architecture is a one-time decision at the sample stage; once confirmed and pinned to the PO at follow-up, every commercial batch ships against the same architecture and the cross-section is not re-cut per shipment.
Consistency Across Three Reels — When a Single Pass Isn't Enough
A single reel that passes all five checks is necessary but not sufficient. The shape of the sample base — typically two reels of 30 m at one activation class plus two reels of 30 m at a second activation class, per RFQ Field 9 — is built so that cross-reel consistency carries as much weight as the per-reel pass. Two patterns surface across the sample base; both feed the verdict.
Intra-reel spread is variation along the same reel — three caliper readings on the same length, three IR readings at different bench positions, two activation samples cut from the same reel. Intra-reel spread is normally smaller than the reel-to-reel spread on a well-extruded cable; values larger than typical suggest line-speed instability within the production run for that reel. Reel-to-reel spread is variation across reels in the same sample base — three OD values, three loop-resistance values, three activation readings. Reel-to-reel spread tracks extrusion drift over the production shift and conductor-alloy lot variation across reels; a spread that walks one direction across the base is more useful as a yellow flag than a single out-of-band reading.
The bench records both spreads on the sample evaluation record. The verdict in the next section reads them against the four-tier criteria rather than against a single pass threshold.
The Four-Tier Verdict — Go, Qualified-Go, Hold, No-Go
Thermal sensor cable bench data rarely arrives clean enough to fit a binary go-or-no-go call. Four panels below replace the binary call with a verdict shape that matches the data the five checks produce. The verdict is contract-side, not bench-side; it feeds the PO decision rather than the recheck flow.
All five checks pass on each reel in the sample base, intra-reel spread is small, reel-to-reel spread is comfortably inside the yellow-flag thresholds — outer-diameter reel-to-reel spread under about 0.04 mm, activation spread well inside the rated tolerance band. The PO can issue against the supplier's quoted unit price; no supplier note required.
All five checks pass per reel, but cross-reel spread lands in the yellow-flag range — outer-diameter spread 0.04 to 0.08 mm, activation spread using most of the tolerance band, loop-resistance walking one direction across reels. The PO issues against a supplier-returned production-shift consistency note explaining what drives the spread.
A single check produces a marginal but ambiguous reading on one or more reels — IR below spec but above outgoing-report pass threshold, activation touching tolerance-band edge, cross-section visual variation worth asking about. The PO waits on a dry-condition recheck or a supplier-side root-cause note before moving forward.
A single check sits clearly outside the spec band on one or more reels — activation reading outside the rated tolerance after re-run, outer-diameter half a millimetre off nominal, architecture in cross-section different from RFQ Field 5 — or two or more yellow flags stack across the five checks on the same sample base. The supplier is dropped from the shortlist or returned to the predecessor stage.
The four tiers are not equally common in practice. Most thermal sensor cable sample evaluations close on either a Go or a Qualified-Go; Hold is common enough to deserve its own tier rather than living as a Go-edge case, and No-Go is the least frequent of the four — but the value of the No-Go tier is not its frequency, it is that the bench has a place to put a reading that does not fit the other three. Frameworks such as AQL or Cp / Cpk indices can inform sampling structure, but they are not specific to thermal sensor cable; reading them as a binding verdict rule on the bench is a common mistake.
How Sample Readings Cross-Check Against the Supplier's Sample-Batch Outgoing Report
If the supplier ships a sample-batch outgoing inspection report alongside the sample reels — RFQ Field 9 recommends asking for one — the five buyer-measured readings map against the nine reportable fields on the report rather than overlap with them. The five-by-nine mapping below shows where the buyer-side bench reads against a supplier-side line, where the buyer-side bench reads independently, and where the report carries fields the sample bench does not retest.
| Sample evaluation check | Reportable field on the outgoing report | Relationship |
|---|---|---|
| Check 1 — Visual & dimensional | Appearance + Outer diameter | 1:1 reconciliation on two reportable fields. The bench reads against the spec; the report carries the supplier's measured value for cross-reference. |
| Check 2 — Conductor loop resistance | Conductor resistance | 1:1 reconciliation. The bench reads in Ω per kilometre after length conversion; the report typically carries Ω per kilometre directly. |
| Check 3 — Insulation resistance at 500 V | Insulation resistance at 500 V | 1:1 reconciliation. The spec value and the outgoing-report pass threshold are usually different numbers — the spec is the contract reference at sample stage, the report value is the supplier's internal pass threshold. |
| Check 4 — Activation-point sample test | Activation temperature | 1:1 reconciliation. The report typically carries one measured value per batch; sample evaluation reads two or three values from the sample base. |
| Check 5 — Cross-section | (supplier does not report) | Buyer-side only. Architecture verification does not appear on the outgoing inspection report; the cross-section photograph and the spec-drawing match become the architecture record on file. |
| (sample evaluation does not retest) | Dielectric withstand voltage | Supplier-only. Dielectric withstand testing typically uses a higher-voltage hipot tester than the 500 V insulation tester on the sample bench; the buyer reads the value on the report rather than measuring it. |
| (sample evaluation does not retest) | Length per reel | Supplier-only at sample stage. The sample base is too small for meaningful length verification; the commercial batch incoming inspection re-spools length against a calibrated counter. |
| (sample evaluation does not retest) | Jacket marking detail | Supplier-only. The buyer notes label presence and legibility at Check 1; the print-quality, lot-code completeness and print-line-gap fields are read on the outgoing report rather than measured. |
| (sample evaluation does not retest) | Packing | Supplier-only. Packing completeness is a shipping-side field that does not have a sample-stage bench equivalent; the buyer reads it on the report when the commercial batch ships. |
Five reconciliations, one buyer-side independent reading (cross-section), four supplier-only fields. The mapping is not symmetric — sample evaluation reads thicker on architecture, the outgoing report reads thicker on shipping and dielectric fields — and reading the relationship as a one-to-one correspondence rather than a five-to-nine alignment is the most common interpretation error at this stage. The page that walks the outgoing report row by row is what a batch inspection report should look like; the page that walks the factory test methods underneath each row is the nine-parameter QC checklist.
What Sample Evaluation Does Not Retest
The factory test methods that feed the outgoing batch inspection report are nine procedures, walked in the thermal sensor cable nine-parameter QC checklist. Sample evaluation does not repeat four of them. Twenty-four-hour submersion plus insulation resistance, tensile pull, burn-speed, and cold-bend plus heat-age are either destructive (the offcut cannot be used twice), time-window-incompatible with a one-to-two-working-day sample evaluation, or operationally outside the cost band a single-buyer bench should carry. The buyer-side position is to read the supplier's measured value for these four on the sample-batch outgoing report rather than to retest them.
One method, however, sample evaluation does retest — the activation-point spread. The factory typically runs three 1 m offcuts per batch as a spread test; sample evaluation reads three reels worth of activation across the sample base (which is a different spread — production-shift spread rather than within-batch spread), and uses it to size the four-tier verdict above. Sample evaluation, at Stage 2, runs its own spread; incoming inspection, at Stage 4, runs only one offcut per sampled reel and trusts the factory's spread test on the outgoing report.
What Sample Evaluation Cannot Predict
The five checks confirm a moment in the supplier's process — the moment the sample reels were extruded, cured, packaged and shipped. They do not confirm year-three drift, year-five oxidation, year-ten dielectric degradation, or any of the failure mechanisms that surface on a deployed thermal sensor cable route over time. Those questions sit on the materials side, walked in the thermal sensor cable engineering reference, and the sample bench is not the place to read them. Reading a passing sample evaluation as a multi-year reliability prediction is the most common over-extension at this stage. Sample evaluation is a snapshot of a process; deployment monitoring, supplier governance and route engineering carry the longer-horizon questions.
Post-Pass Follow-Up — Four Actions Before the PO Issues
A Go or Qualified-Go on the verdict above is the moment to lock the sample bench evidence into the contract. Four actions close the loop between the bench and the PO. None of them require a new measurement; all of them require a piece of paper.
- Confirm the activation class on the PO. The bench reading from Check 4 is written into a PO annex against the RFQ Field 4 class. If the bench read 92 °C on an 88 °C class with a ±10 K band, the annex carries "sample bench: 92 °C, within the agreed ±10 K band on Class 88 °C" so the commercial batch ships against the same activation target the sample met.
- Freeze the tolerance band. The PO annex carries the sample-bench reading versus the agreed tolerance window — ±15 K, ±10 K or ±5 K — so a later incoming inspection has a fixed reference instead of a moving one. This pins the band the incoming inspection SOP reads against once the commercial batch arrives.
- Lock the material datasheet revision. The conductor alloy datasheet and the insulation polymer datasheet revision the supplier sent with the samples are stapled to the PO. The supplier may run multiple revisions of the same material across a year; the staple prevents a quiet revision change between the sample and the commercial batch without prior notice.
- Pin the batch number nomenclature. Agree with the supplier how the commercial batch number differs from the sample-batch number — typically a different prefix or a year-week suffix — so the incoming inspection card a year from now can map back to the sample evaluation record on file without ambiguity. The wording on the contract side that handles a failed shipment sits on Field 12 of the RFQ template; the batch nomenclature is what lets that wording reference a specific lot on a specific date.
The four actions move the sample bench evidence from an internal go decision into a contract-side reference set. The PO that issues at the end of the day carries enough of the bench reading that, a year from now, the incoming inspection card can be laid alongside the sample evaluation record and tell a continuous story.
Where Sample Evaluation Sits — Index by Decision Stage
This page is the bench-side walk for Stage 2 of supplier evaluation. The table below routes a stage-specific question to the deeper note that walks the answer.
| If the question on your desk is... | The answer sits in... |
|---|---|
| "How many sample reels at what length should I ask for in the RFQ?" | RFQ checklist for thermal sensor cable — Field 9 sample reels |
| "How do the four supplier-evaluation stages connect?" | Thermal sensor cable supplier evaluation — a buyer's decision path |
| "Which standard activation class fits this project — 68, 88, 105, 138, 170 or 185 °C?" | Activation temperature selection — standard six versus a custom set-point |
| "What does the outgoing batch inspection report look like once the commercial batch ships?" | What a batch inspection report should look like — annotated sample |
| "What does incoming inspection look like step by step at Stage 4?" | Incoming inspection SOP for thermal sensor cable — six-check bench procedure |
| "What factory test methods sit behind each row on the outgoing report?" | Thermal sensor cable nine-parameter QC checklist |
| "Why does the activation reading drift over the years and what does sample evaluation not predict?" | Thermal sensor cable engineering reference — materials, structure, failure modes |
Sample evaluation is the snapshot that turns a quoted unit price into a contract reference. The five checks read against the specification, the verdict reads in four tiers rather than two, and the four follow-up actions move the bench reading onto paper that the commercial batch can be tracked against twelve months later. The bench is not the only evidence the procurement file will collect — but it is the first piece of evidence the buyer produces themselves, which is why the page that comes back from the lab carries more weight than any of the supplier-issued documents that arrive later.
FAQ — Sample Evaluation Procedure for Thermal Sensor Cable
What is a realistic sample evaluation procedure for thermal sensor cable before placing the first PO?
Run the five checks in the order the reels reach the bench: visual and dimensional, conductor loop resistance, insulation resistance at 500 V, activation-point sample test, and cross-section. A single reel takes roughly fifty to seventy minutes through the full sequence — about five minutes of visual and dimensional, two minutes of conductor resistance, three minutes of insulation resistance, twenty-five to forty minutes for the activation sample as the oil bath ramps, and around fifteen minutes for the cross-section bench. Against the typical RFQ Field 9 setup of two reels per activation class on two classes — four reels in total — the cross-reel consistency comparison and the activation spread lift the total to between one and one and a half working days of bench time. The five-check sequence reads against the written specification, not against a commercial-batch outgoing inspection report that has not been produced yet (a sample-batch outgoing report, if the supplier ships one with the samples, is used as cross-reference rather than the contract document). Five bench checks line by line are written above.
How does sample evaluation differ from incoming inspection on arrival?
Two stages, one bench, two readings. Sample evaluation runs at stage two of supplier evaluation, before the PO issues, against the written specification on the RFQ. Incoming inspection runs at stage four, after the cable ships, against the outgoing batch inspection report that travels with the carton. The same caliper, the same milliohm meter, the same insulation tester and the same oil bath service both stages — but the document on the bench changes, the sample length changes (thirty centimetres is enough for sample evaluation because only two or three reels are in scope, while incoming inspection uses a one-metre offcut to line up with the factory's three-sample spread test), and the verdict granularity changes. Sample evaluation closes on a four-tier go, qualified-go, hold or no-go contract-level decision; incoming inspection closes on a per-reel bench-level pass or fail. Four of the checks overlap between the two stages, one (cross-section) is unique to sample evaluation, and two (outer-diameter as a standalone check and length verification re-spool) are unique to incoming inspection.
When does a sample reel earn go versus qualified-go versus hold versus no-go?
Go means all five checks pass and the cross-reel consistency falls inside the yellow-flag thresholds — outer-diameter reel-to-reel spread under about 0.04 mm, activation spread comfortably inside the rated tolerance band. Qualified-go means all five checks pass but the cross-reel consistency lands in the yellow-flag range — outer-diameter spread between roughly 0.04 and 0.08 mm, or activation spread that uses most of the tolerance band — and the PO depends on the supplier returning a short production-shift consistency note explaining what drives the spread. Hold means a single check produces a marginal but ambiguous reading — insulation resistance below the spec value but above the outgoing-report pass threshold, an activation reading that touches the tolerance band edge — and the next step is a dry-condition recheck or a supplier-side root-cause note before the PO moves forward. No-go means a single check sits clearly outside the spec band — an 88 °C class on a ±5 K project hitting 96 °C (the ±5 K band closes at 93 °C), an outer-diameter reading half a millimetre off nominal — or several yellow flags stack across the five checks. The four-tier shape replaces the binary go/no-go call because thermal sensor cable bench data rarely arrives clean enough to be either.
What follow-up actions should the buyer take once samples pass and the PO is about to issue?
Four actions close the loop between the bench and the PO. First, confirm the activation class on the PO — the bench reading from sample evaluation is written into a PO annex against the RFQ Field 4 class, so the commercial batch ships against the same activation target the sample met. Second, freeze the tolerance band — the PO annex carries the sample bench reading versus the agreed tolerance window (±15 K, ±10 K or ±5 K) so a later incoming inspection has a fixed reference instead of a moving one. Third, lock the material datasheet revision — the conductor alloy datasheet and the insulation polymer datasheet revision the supplier sent with the samples are stapled to the PO, preventing a quiet revision change between sample and commercial batch. Fourth, pin the batch number nomenclature — agree how the commercial batch number differs from the sample-batch number so that the incoming inspection card a year from now can map cleanly back to the sample evaluation record on file. The four actions move the sample bench evidence from an internal go decision into a contract-side reference set.