A linear-heat-detection loop that read cleanly at commissioning starts, five years later, to sit a little high. Nothing on the route has changed — no new heat source, no damaged section, no water in the trench. A technician lifts the panel connections, finds a dull green film on the terminals, cleans the conductor ends back to bright metal and re-terminates. The loop drops straight back to its old number. The cable in the wall was never the problem. The joint was.
This is the failure mode that hides in plain sight, because it does not live in the part of the cable anyone thinks about. It lives at the two ends, where the conductor end meets the panel hardware, and it is a genuinely different mechanism from the three drifts it is most often confused with. It is not the reversible dielectric movement that makes a hot cable read low and recover on cooling; it is not the thermal cycling fatigue that ages the thermosensitive compound in the active length; and it is not the bulk oxidation of the conductor that surfaces in aggressive atmospheres. It is the slow, cumulative aging of the termination itself — the layer, as the engineering reference puts it, that most spec sheets under-document.
What a Termination Actually Is
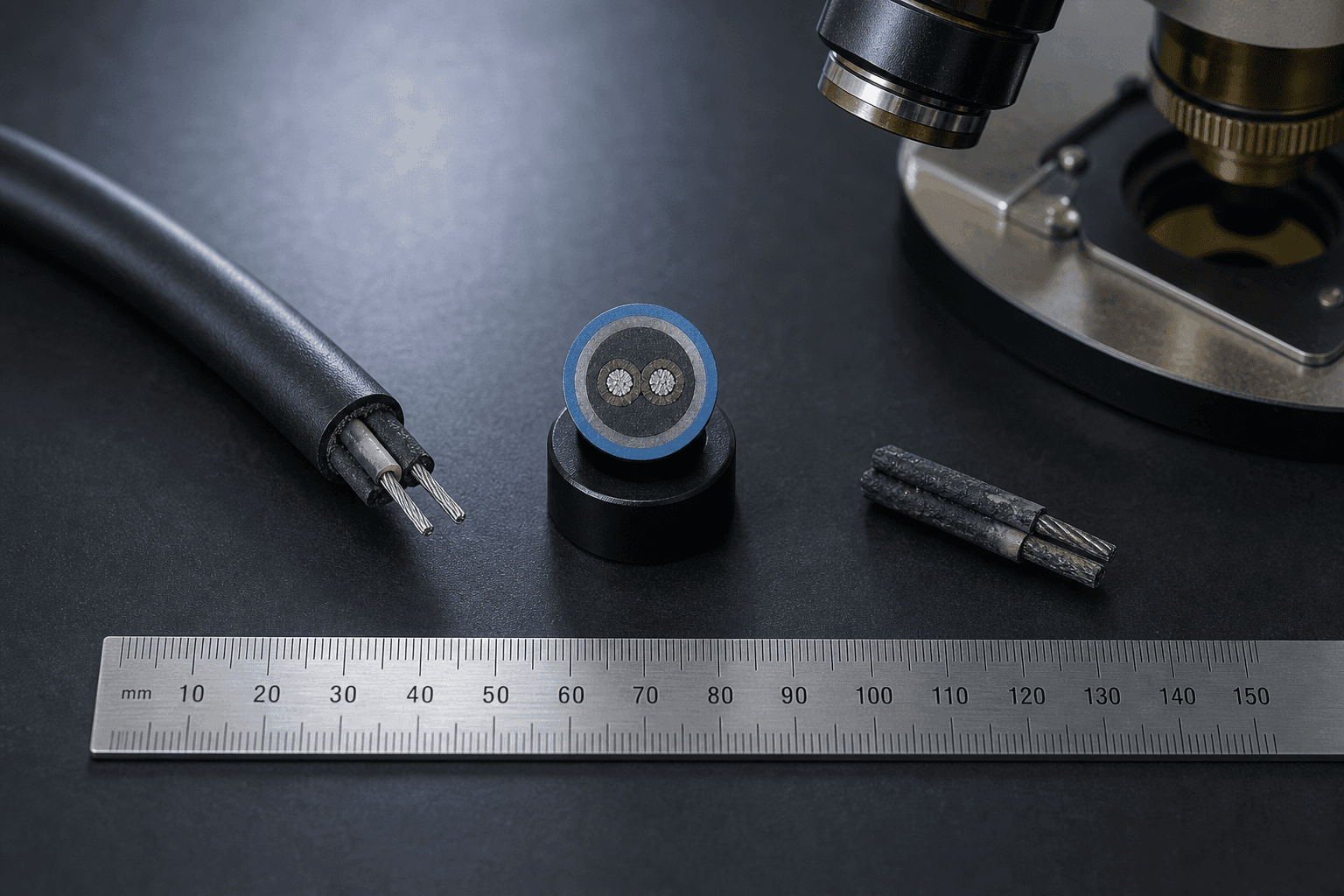
Along its active length a thermal sensor cable is a sealed, uniform construction: a conductor pair, a thermosensitive compound, inner insulation and an outer jacket, all extruded together and protected from the world. At each end that construction stops and something else begins. The conductor pair is stripped out and clamped into a screw terminal, crimped into a lug, soldered to a tag, or landed on a panel input alongside an end-of-line component. That handful of millimetres — bare conductor against terminal metal — is the termination, and electrically it is in series with the whole loop.
The property that matters at that junction is contact resistance: the small resistance across the metal-to-metal interface itself. On a fresh, clean, correctly torqued joint it is a tiny fraction of an ohm and the panel never notices it. But it is not fixed. It depends on the true contact area between the two metals, on the clamping force holding them together, and above all on what grows in the interface over time. Let a non-conductive corrosion product build up between the conductor and the terminal and the contact resistance climbs — slowly, quietly, and in series with everything else the loop is trying to measure.
The metallurgy of that interface is set by two choices that are usually made separately: the conductor end the cable ships with, and the terminal or hardware the integrator lands it on. On an ambient-rated cable the conductor end is normally a copper-based conductor — tinned or nickel-plated copper — while a high-temperature or resistance-wire construction may bring a nickel-chromium or similar alloy right to the terminal; either way it lands on hardware that is typically brass, tinned copper or stainless steel. When those two metals are well matched and kept dry, the junction can stay stable for the life of the cable. When they are a poor pairing left damp, the junction can become the shortest-lived part of the whole installation. That is why the termination sits on the materials axis of the cable's engineering alongside the conductor alloy and the compound, even though it is not, strictly, part of the cable at all.
Why Two Different Metals Slowly Corrode
Put two dissimilar metals in electrical contact, add a trace of moisture to bridge them, and you have built a small galvanic cell. The two metals sit at different points on the galvanic series — they have different natural electrode potentials — and the difference drives a tiny current through the moisture film. The less noble of the two metals gives up material at the interface; that material becomes an oxide or a salt; and the oxide, unlike the clean metal it replaced, does not conduct well. The junction has not broken. It has simply grown a resistive skin at the boundary, and the skin thickens with time.
Three pairings show up repeatedly at thermal sensor cable ends, and they age at three different rates.
Brass terminals are common on panels and end-of-line blocks. How hard the junction corrodes depends on the conductor end that lands in it: a plated copper end sits fairly close to brass on the galvanic scale, while a bare high-temperature alloy end such as nickel-chromium sits further away and drives the reaction harder. Either way, a brass junction left damp is the one most likely to grow a visible green-blue film over a few years; it is stable enough when the end is plated and the joint is kept dry and tight, and it is the pairing that most rewards a sealed termination.
A tin-plated interface is the friendliest of the three: matching a tinned or nickel-plated conductor end to a tinned terminal narrows the galvanic gap and gives a soft, conformable contact face that holds a large true contact area. A well-made plated-to-tinned junction is usually the slowest to drift, which is why plated conductor ends and tinned terminals are the default worth asking for on any route that runs damp or hot.
Stainless resists its own corrosion well, but a stainless-to-conductor junction can still drive the less noble side and, being a harder face, can hold a smaller true contact area under the same clamping force. It is most stable on dry, clean routes and where the terminal is designed for the mating conductor rather than repurposed from general hardware.
The rate of the reaction, whichever pairing it is, comes down to three levers. How far apart the two metals sit galvanically sets the driving voltage. How much moisture reaches the joint decides whether there is an electrolyte at all — a bone-dry junction barely corrodes no matter how mismatched the metals. And how hot the joint runs speeds the chemistry, because corrosion, like most reactions, accelerates with temperature. A thermal sensor cable often runs somewhere warm — beside hot machinery, along a high-temperature process line, or on a route that sees a daily thermal swing — and there the third lever is quietly loaded; on a cool, dry indoor run it is not.
Moisture is the lever a buyer can most directly close, and it is the reason termination drift and water ingress are cousins. Water does not usually flood the active length — that is the subject of the IP rating and moisture ingress note — but it does not need to. A thin, often invisible moisture film at an unsealed terminal — left by humid air, condensation cycles or wash-down — is electrolyte enough to keep a galvanic cell working for years.
How the Drift Shows Up on the Loop
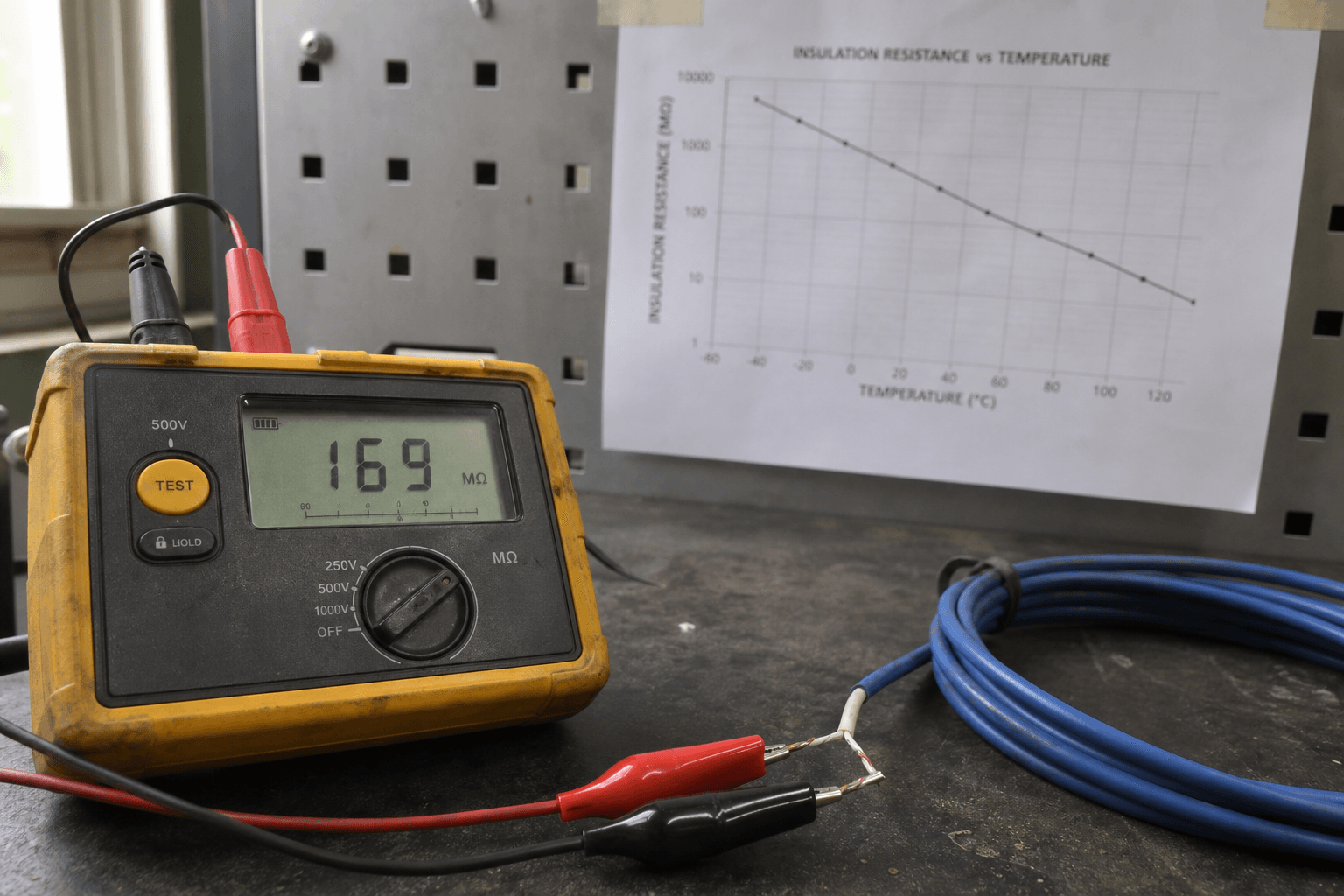
Contact resistance rising at the ends does something very specific to the loop: it adds a small, growing series resistance to whatever the panel is trying to read. On a resistance-monitored linear-heat-detection circuit, the panel watches the loop resistance against a fixed end-of-line reference and against defined windows for normal, alarm and fault. A junction that has aged upward nudges the measured loop resistance in the same direction as a partial break — not far enough to trip a fault on day one, but far enough to eat into the margin the end-of-line resistor calculation set aside. Over years, a loop that started comfortably inside its window drifts toward the edge of it.
What makes junction drift its own diagnosis, and not one of the others, is that it fails two tests the other drifts pass.
The reversible dielectric swing comes back when the cable cools; a corroded junction does not. A loop that reads high both hot and cold, and stays high after it has settled to reference temperature, is not showing the temperature effect. The resistive skin at the interface is a permanent change until the joint is remade.
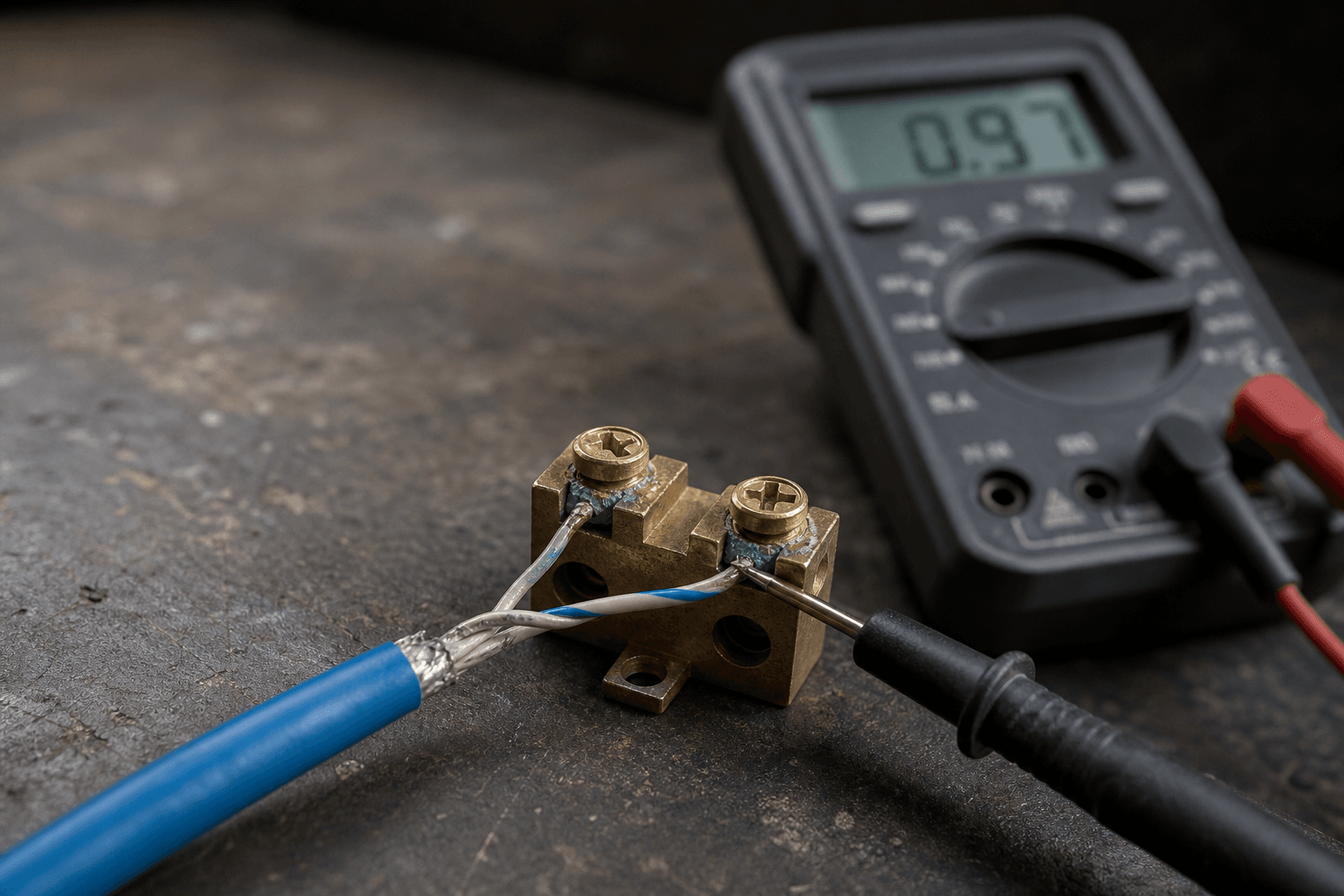
Compound fatigue and dielectric aging live in the active section and move with it. Junction drift is local to the two terminations, so isolating the ends localises it: measure at the panel, then measure right at the cable, and clean and re-terminate one end at a time. If the number returns to baseline once a joint is remade on bright metal, the drift was in that joint.
That second test is the one that settles most field arguments. A cable that has genuinely aged — a compound past its cycling life, or insulation at true end of life — does not recover when you clean its terminals. A drifted junction usually does — often most of the way back, and within minutes of remaking it on bright metal. Confirming that the active length is actually sound, rather than assuming it, is the job of the field diagnosis playbook; ruling the termination in or out first is often what saves a healthy run from being pulled and replaced for no reason.
Why It Surfaces at Year Five, Not Year One
Galvanic corrosion is a slow, cumulative process, and that timing is the whole character of the failure. A fresh joint, clamped on clean metal at commissioning, has almost no interface resistance and reads perfectly — which is exactly why a year-one acceptance test cannot see the mechanism at all. The resistive skin needs time, moisture and warmth to build, and it builds on a horizon of years. A route that cycles through daily condensation, or runs warm, or sits in a humid plant, loads the process harder and brings the drift forward; a dry, cool, sealed installation may never show it in the service life at all.
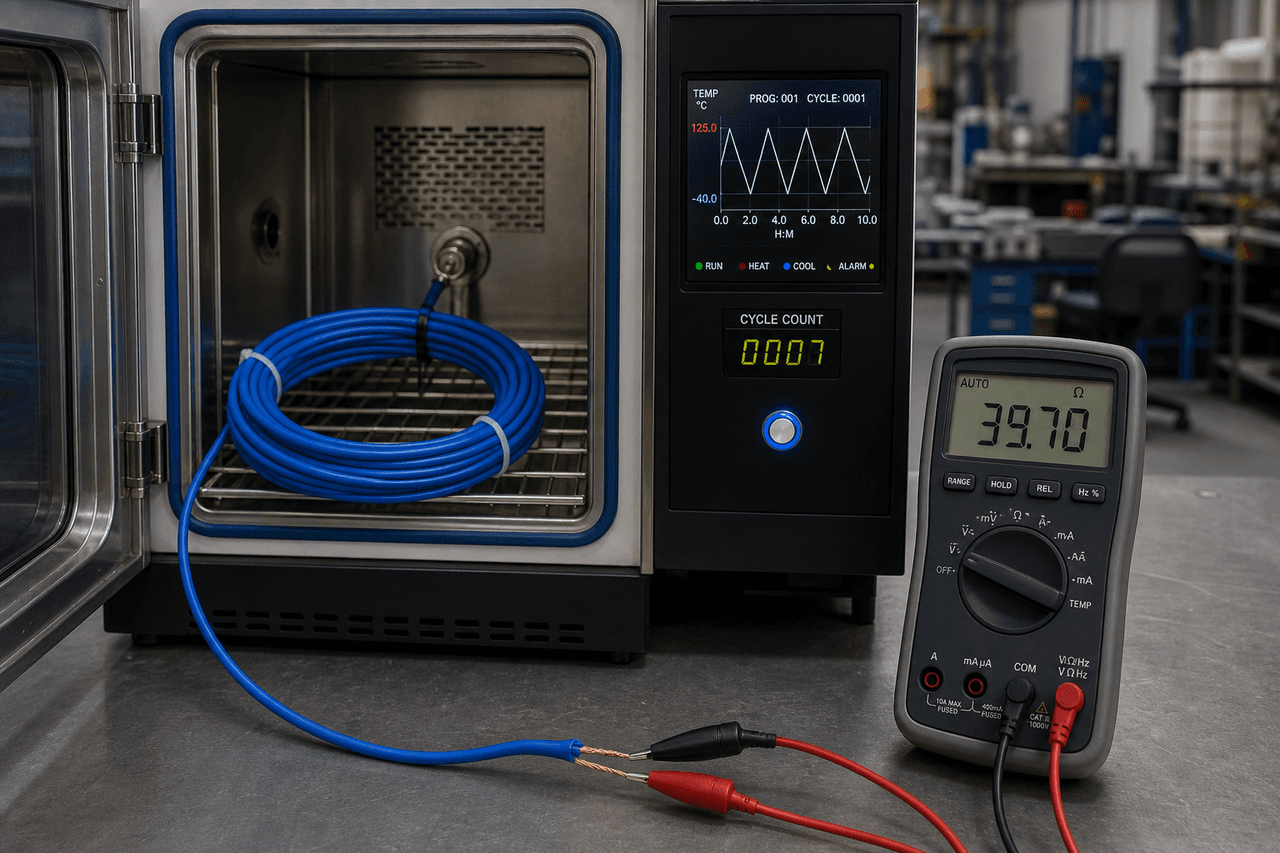
This is different in kind from the steady-state polymer aging that a laboratory measures by holding a sample hot for a thousand hours — the subject of the accelerated aging oven-soak note. That test ages the insulation and the compound; it does not reproduce a corroding dissimilar-metal junction under a condensing atmosphere, because the junction is not part of the cable sample. Termination drift is a property of the installation, not of the reel, and no cable-only aging test will surface it.
Because the mechanism is invisible at handover and only emerges later, the single most useful thing an installation can do is capture a number to drift against. A loop-resistance and, where practical, a contact-resistance reading logged at commissioning acceptance, with the ambient temperature beside it, is the baseline every later measurement is judged against. Without that baseline, a reading five years on is just a number; with it, the same reading is a measured drift that points straight at the joints.
When It Matters — and When It Is a Secondary Spec Item
Not every route needs to treat the termination as a headline decision. The risk scales with the same three levers that drive the corrosion, so the honest answer to “how much should I care” depends on where the cable lives. The matrix below is the short version a buyer can apply before deciding how much of the RFQ to spend on it.
| Route condition | Termination-drift risk | Where it sits on the spec |
|---|---|---|
| Dry, cool indoor panel; plated end on a matched terminal; regular inspection | Low | Secondary — a plated conductor end on matched hardware, torqued and inspected, is usually enough. |
| Warm, or intermittently humid; mixed or unplated metals | Moderate | Worth specifying — call out plating and a sealed termination, and log a commissioning baseline. |
| Damp, wash-down, outdoor, condensing or high-temperature; long inspection interval | High | Primary — matched plating, a sealed kit or gland, torque to spec and a recorded baseline all earn their place. |
The pattern is that termination metallurgy earns a line on the spec sheet exactly where the route is wet, warm or hard to inspect — and quietly recedes into a routine plated-and-torqued joint where it is dry, cool and checked. A buyer who knows which side of that line a deployment sits on knows how hard to push the rest of this note.
Specifying and Terminating Against It
The good news is that termination drift is one of the most preventable aging mechanisms, because all three of its levers are things a specification can reach. The junction only corrodes fast if the metals are badly matched, if moisture reaches them, and if the joint runs hot and loose — and each of those is a decision, not an act of nature.
Match the metals, or plate across the gap. A tinned or nickel-plated conductor end landed on a compatible plated terminal narrows the galvanic driving force to something that ages slowly; a bare mismatched pairing across a large potential difference is the one to avoid on any damp or warm route. Keep the joint dry. A sealed termination kit, a rated gland, or a potted end-of-line enclosure removes the electrolyte, and with no moisture film the galvanic cell simply does not run — this is usually the highest-leverage single measure. And keep it tight: a joint torqued to spec holds a large true contact area and resists the fretting that opens fresh metal to attack. How these choices sit alongside the rest of the parameters a buyer writes down is covered in the thermal sensor cable specification guide, and the contact- and loop-resistance figures that prove a healthy joint belong on the outgoing and commissioning records.
The through-line is to treat the termination as a specified item rather than something improvised on site. The cable can ship with a defined end metallurgy and a compatible-hardware recommendation; the route can be sealed against moisture; the joint can be torqued and recorded. Do those three, and the joint is far less likely to become the part that ages first.
Asking for It on the RFQ
Most of what prevents termination drift can be turned into a few lines on the enquiry, so the metallurgy is decided on paper rather than discovered in year five.
Termination and end-hardware detail for the supplied construction:
- conductor end metallurgy and plating (e.g. tinned copper)
- recommended terminal / EOL hardware metal compatible with it
- sealed termination kit or gland option, with its IP rating
- contact- or loop-resistance figure for a correctly made joint
- guidance on dissimilar-metal pairings to avoid on this route
- the route's humidity / condensation and working temperature
On the supply side, this is data and a recommendation a manufacturer can provide rather than a promise it should make. The end metallurgy of a given construction, a compatible-hardware suggestion, and a sealed-kit option are things a maker can state; whether the installed joint stays dry and tight for a decade depends on the environment and the workmanship at the panel, both of which belong to the deployment. The honest framing is that the cable and the integrator share the joint: the manufacturer specifies the metal and offers the seal, the installer keeps it dry and torqued, and the commissioning record captures the baseline that makes any later drift measurable. Ask for the metallurgy and the sealed option; land it on matched, plated hardware; and log the number the joint reads on the day it goes in.
A thermal sensor cable usually ages fastest where it ends, not where it senses. Contact resistance at a dissimilar-metal junction climbs slowly as a galvanic cell — fed by moisture, driven by mismatched metals, hurried by heat — and it surfaces after years, not in year one. It does not recover on cooling and it lives only at the terminations, so it is separable from every other drift. Match the metals, seal the joint, torque it to spec, and log a baseline at commissioning; do that and the joint is far less likely to be the first thing that ages out.
FAQ — Thermal Sensor Cable Termination Metallurgy, Aging & Drift
Why does a thermal sensor cable loop drift at its terminations rather than along its length?
Because the terminations are where two different metals meet and where the loop is most exposed to moisture. Along its active length the cable is a sealed, uniform construction; at each end the conductor end is clamped, crimped or soldered to a terminal, an end-of-line component or a panel input, and that dissimilar-metal junction is the site of slow galvanic corrosion. Corrosion products at the interface are less conductive than clean metal, so contact resistance rises over time and adds a small, growing series resistance to the loop. The active length can be electrically perfect while the two joints slowly drift, which is why a loop that has moved after several years so often measures fine once it is re-terminated onto clean metal.
What is galvanic corrosion at a cable termination and which metal pairings matter?
Galvanic corrosion is what happens when two dissimilar metals are in electrical contact with a little moisture bridging them: the less noble metal corrodes preferentially at the junction. At a thermal sensor cable end the conductor end — usually a copper-based conductor, tinned or nickel-plated, and a nickel-chromium or similar alloy only on high-temperature or resistance-wire constructions — lands on a brass, tinned-copper or stainless-steel terminal, and those pairings do not age at the same rate. A plated end on a tinned terminal, or another well-matched pairing, has a small galvanic driving force and drifts slowly; a bare, poorly matched pairing across a large potential difference, with an electrolyte present, drives a faster interface reaction. The three variables that set the rate are how far apart the two metals sit galvanically, how much moisture reaches the joint, and how hot the joint runs.
How do I tell termination drift apart from a hot reading or from compound aging?
By whether it recovers and where it lives. A reading that is low or shifted because the cable is hot right now comes straight back when the cable cools; that is reversible dielectric movement, not a fault. Termination drift does not recover on cooling: it is a permanent rise in contact resistance at the joint that stays after the cable settles to reference temperature. It is also distinct from fatigue of the thermosensitive compound, which lives in the active length and follows heat-cool cycling rather than a corroding junction. The practical test is to isolate the ends: measure at the panel, then re-measure right at the cable after cleaning and re-terminating. If the number moves back to baseline once the joint is remade on clean metal, the drift was at the termination.
How do you specify a thermal sensor cable termination so it does not drift?
Treat the termination as a specified item rather than site improvisation. Ask for the conductor end metallurgy and plating, a recommended terminal or end-of-line hardware whose metal is compatible with it, and a sealed termination kit or gland rated for the route so moisture cannot reach the junction. Keep the joint dry, keep the two metals close on the galvanic scale or separated by a compatible plating, and record a contact-resistance or loop-resistance baseline at commissioning so later drift is measurable against a known number. A manufacturer can provide the end metallurgy and a compatible-hardware recommendation for a given construction; the installed environment and the panel hardware still belong to the deployment, so the sealing and the matched terminal are a shared responsibility rather than a promise a cable alone can carry.