Most thermal sensor cable problems in harsh sites do not begin with the alarm panel. They begin earlier, when the cable is specified as if it will live in clean air. The route is approved, the spool is installed, and only then does the cable meet the actual environment: sulfide bloom from a neighbouring process, chloride mist from cooling towers, halogen pitting near battery or appliance test lines, or off-cycle condensate inside an enclosure. By the time corrosion or nuisance alarms appear, the buyer is already treating the cable as a quality issue. Often the order of operations was wrong.
This note flips the order. Before any quote is issued, before any jacket or activation point is named, spend half a working day characterising the air the thermal sensor cable will sit in. We call it a pre-spec atmosphere audit. Below is the field workflow we run for LHD loops, TS appliance cut-off cables and heater-adjacent monitoring cables — the instruments we trust, the data worth collecting, and the translation table that turns atmosphere into conductor alloy, jacket chemistry, gland sealing and alarm margin.
Why the Catalog Atmosphere Rarely Matches the Cable Route
A jacket datasheet quotes service life in dry, filtered laboratory air. The cable on your platform, in your tunnel, or inside your appliance enclosure sees something else entirely: combustion products carried on plant draft, dust deposits, recirculated process aerosol, off-cycle condensate, the breath of whatever sits upwind on the same wind rose. A few ppm of H2S from a sour-gas neighbour, a faint chloride mist from a coastal cooling tower, a cracked ammonia line two bays over — none of these show up in the catalog rating, and any of them can take a jacket "rated 20 years" down to 18 months and start the conductor drifting inside year three.
Two consequences fall out of that. First, picking the cable on activation point and a generic jacket grade alone, the way most RFQs are written, is the largest single cause of premature replacement we see in the field — well ahead of installation errors or panel issues. Second, in our field experience the chemical signal is already present in the plant before the cable is installed — it just is not written down. An audit makes it written down, and converts it into jacket chemistry, conductor alloy, gland sealing and activation margin before procurement closes.
The atmosphere your cable actually lives in is rarely the one implied by a generic datasheet. The cheapest engineering hour you can spend on a thermal sensor cable spec is the one that closes that gap before the order is placed.
The Audit Workflow — Five Field Steps
Step 1 — Map the Gas Envelope at the Cable Route
Walk the cable route — not the heater nameplate — with a notebook. Stand where the cable will sit and note every source of gas it can ingest there. Combustion air intake near a panel entry. Process exhaust crossing a tray. Adjacent unit operations venting upwind. Make-up air dampers and which side of the building they face. Solvent vapours from a maintenance bay. Salt aerosol from cooling towers, sea breeze or dust suppression. The cable lives in this air for years; you will end up with a primary gas envelope plus two or three secondary contaminants at every location the cable passes through — exactly the shape of input the jacket and conductor decision needs.
Step 2 — Quantify with Instruments You Can Carry
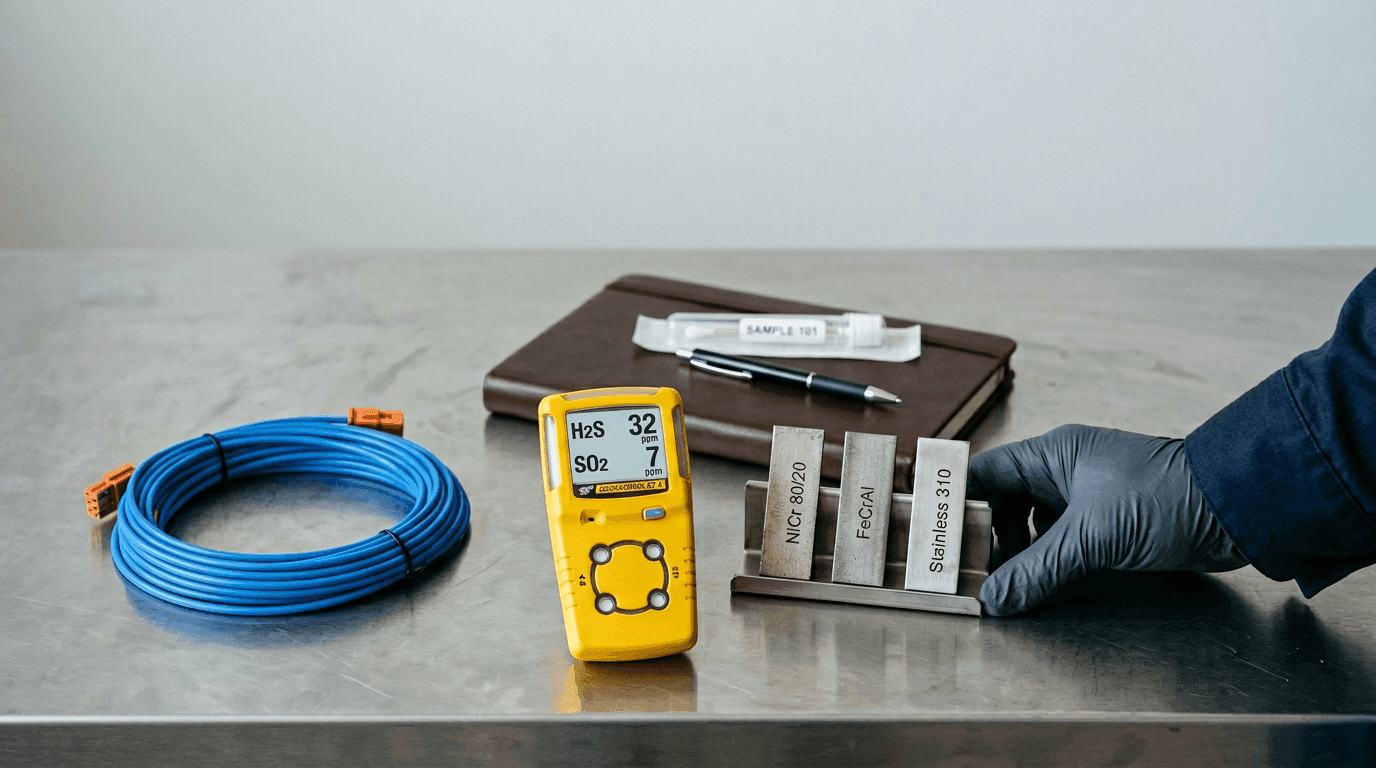
Three tools cover almost every audit. A handheld four-gas detector (O2, CO, H2S, LEL) sweeps the cable route in real time. A pocket of colorimetric draeger tubes nails ppm-level point measurements for SO2, Cl2, HF, NH3 and ammonia derivatives. For an unusual halogen mix, a solvent-laden bay or a sour-gas process building, a rented FTIR analyzer or a one-day stack-gas chromatograph deployment closes the gap. Log readings against time of day, plant duty cycle and wind direction at the cable position — not just a single steady-state number. Cable jackets and conductor surfaces age on the worst hour of the week, not the average.
Step 3 — Place Jacket Coupons Along the Route
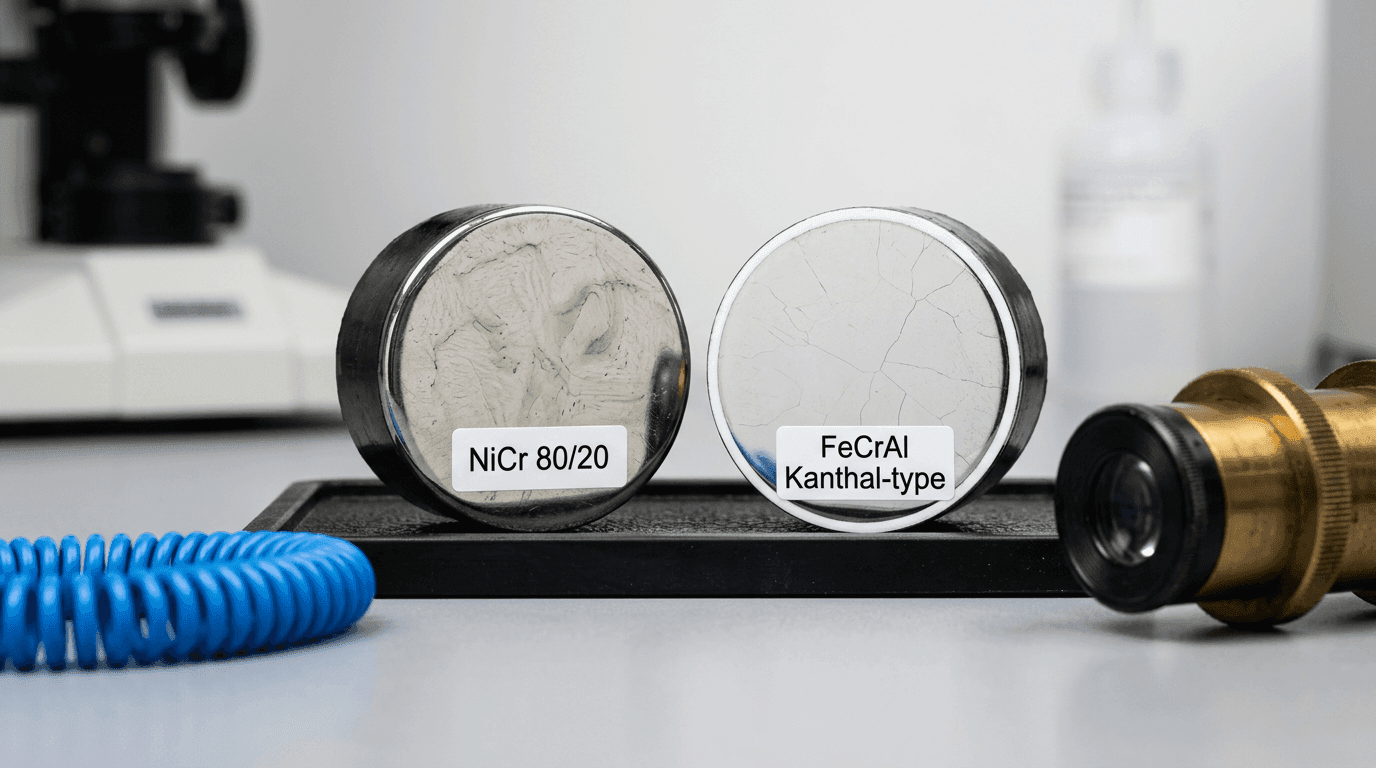
This is the step buyers tend to skip and the one that pays back fastest in cable specification. We mount four small jacket coupons — typically PVC, LSZH, silicone and PTFE/FEP — on a clip rack at three points along the planned cable route: the noisiest atmosphere section, a representative midpoint, and one near the panel entry. Two hundred to five hundred hours later we pull the rack and read the verdict directly: jacket weight change, surface chalking, cross-section under a low-power microscope, and a quick dielectric check. PVC coupons in even 30 ppm of sulfur surface-stain inside a week; LSZH coupons in halogen vapour discolour visibly; silicone coupons swell in solvent mist; PTFE survives chemicals but stiffens under UV. We pair the jackets with two short conductor coupons (NiCr and FeCrAl) on the same rack so the audit closes both the jacket and the conductor decision in one return shipment.
Step 4 — Sample the Surfaces, Not Just the Air
What settles on the cable when the plant is idle matters as much as what blows past it when the plant runs. Off-cycle condensate, plant dust and process aerosol concentrate aggressive species on the jacket surface, then capillary action and pinholes carry them slowly toward the conductor. Take three swabs along the cable route: one off a cold cable tray, one off a support clip or gland body, one off any drip path or low point. Send the swabs out for chloride and sulfate ion-chromatography — a single-digit dollar test that often catches what the gas reading misses. We have measured chloride above 1,000 ppm on cable trays inside coastal Latin American appliance plants whose air audit alone read clean.
Step 5 — Profile the Cable Route's Duty and Humidity Envelope
An atmosphere audit that ignores the route's duty cycle and humidity envelope is half an audit. Record the highest legitimate cable-route temperature (summer ambient + enclosure soak + start-up overshoot), the off-cycle minimum, and the relative humidity range during shutdowns and weekends. A cable tray that idles at 25 °C and 85% RH every weekend is not running in dry oxidising air on Monday morning — it is running in a thin salt-and-sulfate film that just dried onto the jacket surface. Off-cycle humidity is the silent killer of LHD loops in tropical Latin America and Gulf-side coastal facilities, and it has to be captured here so the jacket and gland choice can be argued against it.
Field Indicators You Can Read Without a Lab
If you only have an hour on site, the visual signatures below cover most of the high-impact atmosphere classes for a cable route. They are not a substitute for instruments, but they will tell you whether to schedule a deeper audit before issuing the cable RFQ.
| What You See Along the Cable Route | Probable Atmosphere Class | Likely Cable Failure Mode If Ignored |
|---|---|---|
| Yellow-green sulfur staining on cable tray paint, "rotten egg" smell intermittently | Sulfur-bearing (H2S, SO2) | PVC and LSZH jacket surface attack; nickel-sulfide drift on NiCr conductor through the jacket |
| White crusty deposits at panel entries; coastal site within 3 km of seawater | Chloride aerosol / humid salt | Off-cycle pitting at glands, conductor resistance drift, EOLR corrosion |
| Soot streaks on tray, reducing flame appearance from nearby burners | Reducing / under-stoichiometric combustion | Conductor drift on FeCrAl-cored cable; jacket carbonising near radiant heat |
| Adjacent process vents PVC offgas, HCl, HF or chlorinated solvents | Halogen-bearing | Surface chalking on LSZH/PVC; volatile-metal-halide drift on either conductor over years |
| Cable tray idles cold over weekends in >75% RH; visible condensate run marks | Humid off-cycle | Salt and sulfate concentration on jacket surface, capillary ingress at gland on next start-up |
| Oil sheen, mist film or solvent vapour deposit on tray surfaces | Oil mist / solvent-laden | Silicone swelling, PVC plasticiser leach, slow embrittlement of fiberglass-reinforced jackets |
From Audit Data to Cable Specification — The Translation Table
Once the audit data is in hand, the cable specification is mechanical. The shortcut we work from on the engineering desk is below. Five inputs, one jacket family, one conductor decision, one termination strategy, one activation-margin adjustment.
| Audit Finding | Jacket Family | Conductor | Termination & Activation Margin |
|---|---|---|---|
| Clean dry indoor route, <1 ppm contaminants | PVC or LSZH per smoke code | NiCr Ni80Cr20 | Standard crimp; activation margin 20 K |
| Sulfur >5 ppm (H2S or SO2) | PTFE/FEP or fluoropolymer-blended LSZH | FeCrAl-cored mandatory; do not quote bare NiCr | Sealed gland with elastomer secondary; activation margin 25 K |
| Reducing or low-O2 atmosphere near process | Silicone or fluoropolymer | NiCr (preferred) or nickel superalloy | Inspectable termination; activation margin 25 K |
| Halogen >1 ppm or PVC/solvent neighbour | PTFE/FEP, fluoropolymer outer braid | NiCr with sealed jacket layer | Compression gland with chemical-resistant O-ring; activation margin 30 K |
| Coastal or salt-aerosol exposure, off-cycle humidity | LSZH or fiberglass-reinforced silicone, sealed at gland | FeCrAl-cored preferred for slow sulfidation resistance | Drip-loop at panel entry; sealed EOLR enclosure; activation margin 25 K |
| Oil mist / food-process / solvent vapour | PTFE/FEP — silicone unsuitable | NiCr | Stiffer cable — confirm bend radius at panel entry; activation margin 20 K |
| Vacuum or hydrogen-process tool sensing | Fluoropolymer with metal overbraid | Nickel superalloy (Inconel 600/601) | Welded transition at termination; activation margin per OEM |
This is not a substitute for a full materials review on a high-value installation, but it covers around eight cases out of ten that cross our cable desk. Pair it with the deeper conductor comparison in our NiCr vs FeCrAl decision matrix and the route-and-margin checks in our five-mistake cable specification article, and you have most of what an experienced specifier would push back on a vendor quote.
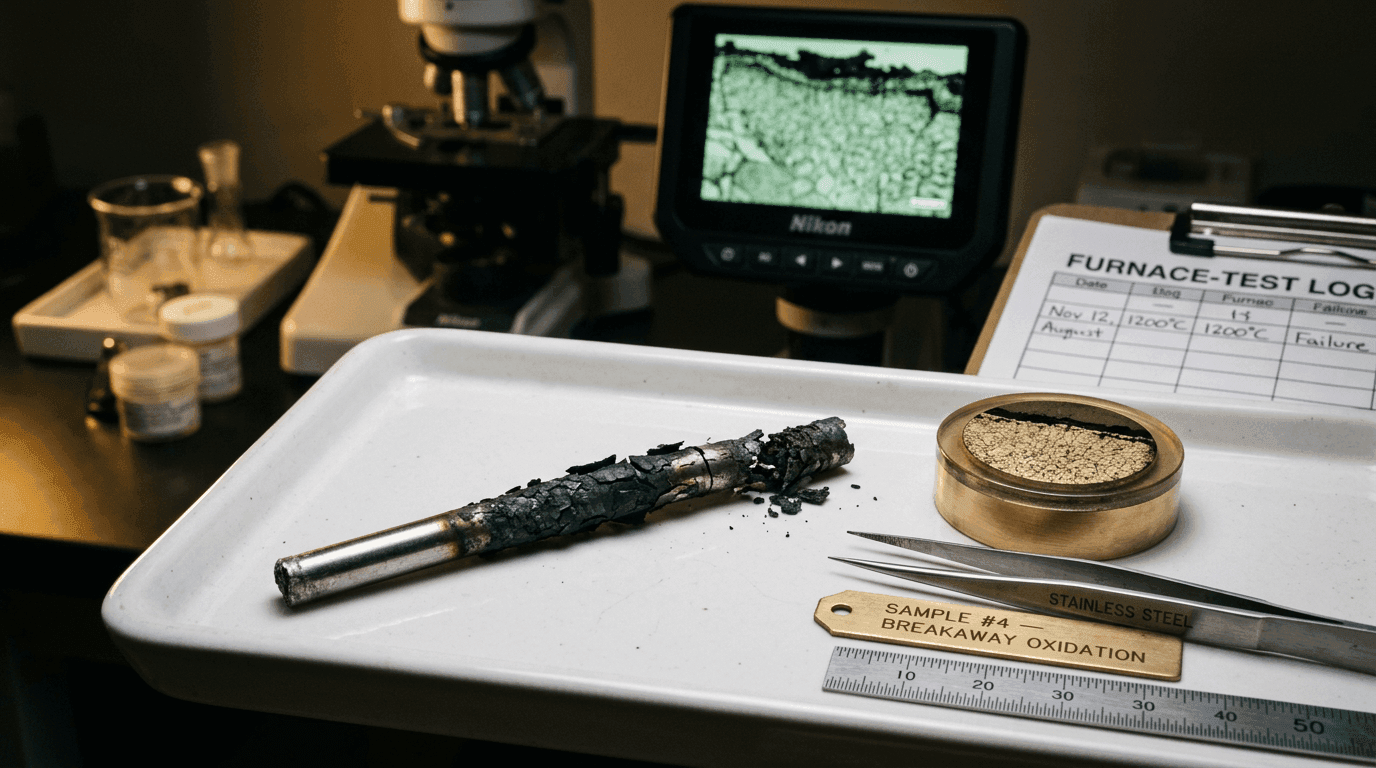
A Field Case — LHD Loop on a Mexican Refinery Skid
A reformer-feed pre-heat skid in a Gulf-of-Mexico refinery was replacing its perimeter LHD loop every 18–22 months. The plant blamed the cable supplier through three vendors. We ran the atmosphere audit on the cable route instead. The handheld four-gas detector read 28 ppm H2S on the tray during normal duty, peaking near 60 ppm on a downwind day. Jacket coupons confirmed surface attack on PVC and on the standard LSZH grade inside 200 hours, while a fluoropolymer-blended sample came back essentially clean. Tray swabs showed 600 ppm chloride deposited off-cycle from sea-mist. The original spec was a 88 °C activation, PVC-jacketed cable with NiCr conductor and a standard compression gland.
The new specification — fluoropolymer-blended LSZH jacket, FeCrAl-cored conductor with welded transition ferrule, sealed gland with elastomer secondary, sealed EOLR enclosure on a drip-loop at panel entry, activation margin 25 K above measured peak — went into service in late 2024. The most recent service campaign reported the loop as healthy, drift-free and within panel tolerance at over 30 months, on the same skid, same panel and same protected zone. Nothing about the protected asset changed except the cable specification and the audit data behind it.
An Atmosphere Audit Checklist You Can Hand to a Technician
Hand the seven items below to whoever can walk the cable route first. They do not need a metallurgy background. The rest of the cable engineering follows from these notes alone.
- Walk the planned cable route with a four-gas detector. Log peak readings of O2, CO, H2S and LEL at the cable's intended position, by location and time of day.
- Run draeger tubes for SO2, Cl2, HF and NH3 at three points along the route. Record any reading above 1 ppm with location.
- Map every neighbouring vent and process exhaust within 50 m of the route. Note dominant wind direction at each point the cable passes.
- Hang one PVC, one LSZH, one silicone and one fluoropolymer jacket coupon plus one NiCr and one FeCrAl conductor coupon on the cable tray. Pull at 200 hours.
- Swab the tray surface, gland body and any drip path. Send for chloride/sulfate ion chromatography.
- Log peak, steady-state and off-cycle cable-route temperatures plus relative humidity range during shutdowns.
- Photograph any visible deposit, staining or condensate run on the tray, gland or panel entry. The visual record alone often anchors the diagnosis.
Translating the Audit into the Cable Order
Once the seven-item checklist is in hand, the cable order writes itself: jacket family from the gas-and-aerosol findings, conductor alloy from the long-term drift envelope, gland and EOLR strategy from the swab and humidity data, activation margin from the route-temperature log. Match the jacket against the route using our silicone vs PTFE vs fiberglass selection note, then pick the cable platform itself from our LHD Series for fire-panel integration or the TS Series for in-equipment over-temperature cut-off. If a heating element sits in the same route, the audit data also closes its specification — but the cable, not the heater, is the asset whose lifetime this audit is meant to extend.
How Aetherm Helps
If you need an LHD loop, thermosensitive cut-off cable or heater-adjacent alarm cable in a sour-gas, halogen-laden, coastal, mining or biomass environment, send us the audit data — gas readings, swab results, witness-coupon photos and duty profile. Our engineering desk returns a cable specification with platform choice, conductor alloy, jacket material, gland/seal notes and activation margin — turnaround scheduled subject to project scope and engineering review. Talk to the engineering desk and we will treat the air around your thermal sensor cable as a first-class design parameter, not a footnote.
FAQ — Pre-Spec Atmosphere Audit
Why audit the atmosphere before specifying thermal sensor cable?
Because jacket chemistry and conductor alloy only make sense against the atmosphere the cable will actually live in. A cable tray in a clean warehouse can run standard LHD. The same loop beside H2S, chloride mist, fertilizer dust or off-cycle condensate needs different jacket, gland sealing and sometimes a different conductor strategy. Auditing first prevents the common failure mode: buying a catalog cable and discovering the atmosphere after corrosion or nuisance alarms appear.
What instruments are useful for a thermal-cable atmosphere audit?
Three classes cover most jobs. A four-gas portable detector (typically O2 / CO / H2S / LEL) gives a real-time scan of make-up air and exhaust paths. Colorimetric draeger tubes add ppm-level point measurements for SO2, Cl2, HF, NH3 and ammonia derivatives. Swab samples from cable trays, glands and cold metal surfaces catch chloride and sulfate deposits that only appear during shutdowns. For unusual halogen or solvent atmospheres, one-day FTIR or stack-gas chromatography is enough for specification work.
Do witness coupons help when the final product is a sensor cable?
Yes. The coupons are not a substitute for the cable; they reveal the chemistry the conductor and jacket system must resist. In 200 to 500 hours, NiCr coupons in sulfur will show black nickel-sulfide bloom, FeCrAl coupons in halogen environments will show measurable mass loss, and stainless references will show chloride pitting. Those signals guide conductor alloy, jacket chemistry and sealing details for LHD or TS cable before the production spool is ordered.
What audit information should end up in a thermal sensor cable RFQ?
Five fields make a real difference: (1) dominant atmosphere class plus secondary contaminants in ppm, (2) highest normal cable-route temperature and worst fault temperature, (3) humidity envelope during shutdowns and weekends, (4) condensate or dust chemistry from tray/gland swabs, and (5) route geometry — cable tray, tunnel roof, heater-adjacent bracket, motor slot or appliance cut-off path. With those five lines the supplier can pick LHD vs TS platform, jacket material, conductor option and activation margin on the first quote.
Is an atmosphere audit only worth it for chemical plants?
No. Audits pay back fastest where the atmosphere looks clean but is not written into the cable specification. Coastal appliance plants carry salt mist, cold-storage rooms generate condensate, fertilizer and biomass sites carry chloride and sulfate dust, and heater-adjacent enclosures see oil mist and shutdown humidity. Refineries and mines already know they are harsh; the hidden risk is the ordinary-looking site where the cable route quietly violates a standard jacket's limits.