Ordinary fire-detection hardware does not survive chemical plants or mines. Vapours oxidise optical windows, abrasive dust scores plastic housings, high-frequency vibration walks cable clips loose, and routine washdown pushes water past every under-specified seal. The question for a specifying engineer is not whether this will happen — it will — but what cable spec and routing plan keeps the detection system trustworthy for 15 to 20 years under those conditions. This note is a compact spec-sheet argument for LHD cable in those environments.
The Three Failure Modes You Are Specifying Against
Chemical and mining sites kill detection hardware in three distinct ways. Every clause in the spec sheet should map to one of them:
- Chemical attack on polymers and platings. Chlorine, acid mist, solvents, ammonia family compounds — all attack PVC, hardened nitrile gaskets, unprotected copper contacts and zinc plating.
- Mechanical abuse. Abrasive carryback from conveyors, vibration from crushers and motors, impact from mobile equipment, chafe at every unsupported span.
- Ingress and thermal cycling. Pressure washdown, steam-out, condensation cycles. Every dissimilar-material boundary becomes a future leak path.
An LHD cable run — one continuous sensor with terminations pulled into cleaner rooms — removes most of the joints, gaskets and plastic housings that point detectors would scatter through the harsh envelope. That alone is the most consequential reliability win of the topology, before we even discuss the cable itself. The lifecycle case for that "one continuous sensor" pattern is built out in LHD cable for inaccessible assets — the 20-year TCO argument; for the architecture decision behind it (fusible vs digital vs fibre-optic), see linear heat detection architectures compared.
Jacket Chemistry — The First Clause in the Spec
Jacket polymer is usually the first variable we pick and the last variable you can change after install. Map the atmosphere to a jacket family before anything else — and before the spec leaves the desk, run the field workflow in our pre-specification atmosphere audit note so the chemistry assumption matches the route, not the catalogue. The companion jacket material decision matrix covers the full five-material × five-axis selection grid that this chemical / mining table is one slice of.
| Atmosphere | Correct Jacket Family | Notes |
|---|---|---|
| Clean indoor, conditioned air | PVC | Lowest-cost jacket family, generally unacceptable in tunnels and metros on smoke-toxicity grounds |
| Tunnels, public buildings, metros | LSZH | Default for code-regulated spaces |
| Mineral processing / non-aggressive dust | LSZH, armour optional | Abrasion is the driver, not chemistry |
| Chlorinated, acid mist, solvent fog | Fluoropolymer (FEP / PTFE) | Irreplaceable — do not value-engineer it out |
| Motor / high-ambient routes | Silicone | High dielectric, tolerates radiant heat near rotating equipment |
| Salt-spray / coastal plants | LSZH or fluoropolymer + tinned copper | Conductor tinning matters as much as jacket |
Ingress, Tensile and Bend Radius — The Mechanical Envelope
Below the jacket choice sit three numbers that your installer will thank you for writing down:
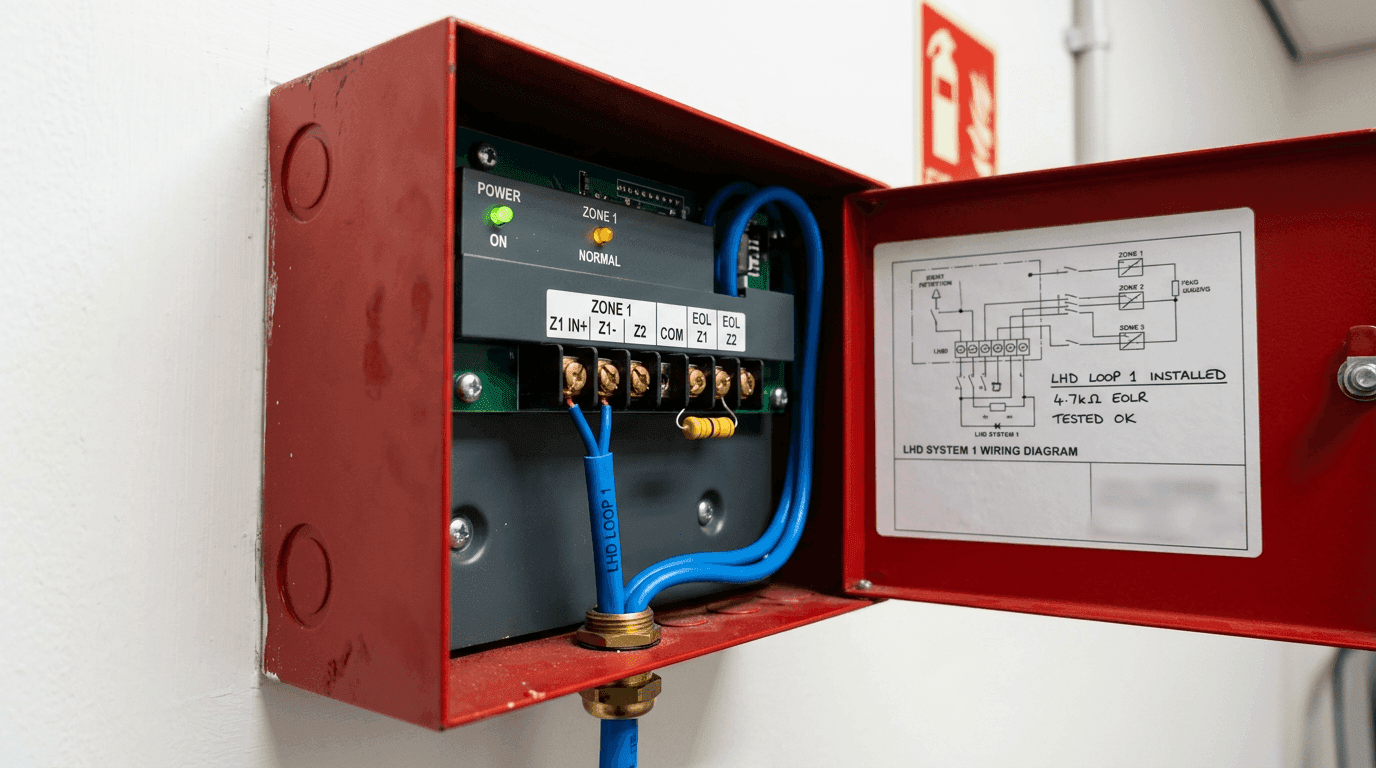
- Ingress / submersion. Specify a factory submersion test at the IP67 level for any route that will see washdown, condensation or occasional flooding. The weakest junction box defines the loop's real rating — match termination IP to cable IP, because water enters at the joints, not the jacket, and shows up years later as a slow nuisance drift.
- Tensile pull. 2 kg minimum during pull-in, 5 kg preferred for long cable-tray routes. Mining routes with mobile equipment transit should go to 10 kg and add mechanical armour.
- Minimum bend radius. 25 mm is the factory figure for our 2.8 mm LHD cable. Installers who take shortcuts around obstruction will micro-crack the compound and stress the conductor.
Where the Cable Sits — Routing Patterns That Survive
Specification is only half of the reliability conversation; routing is the other half. Patterns we prefer for harsh-service LHD:
Keep Terminations Out of the Dirty Air
Pull every termination into an electrical room, MCC gallery or instrument cabinet. The continuous cable can live in the dirty zone; splices and junction boxes should not.
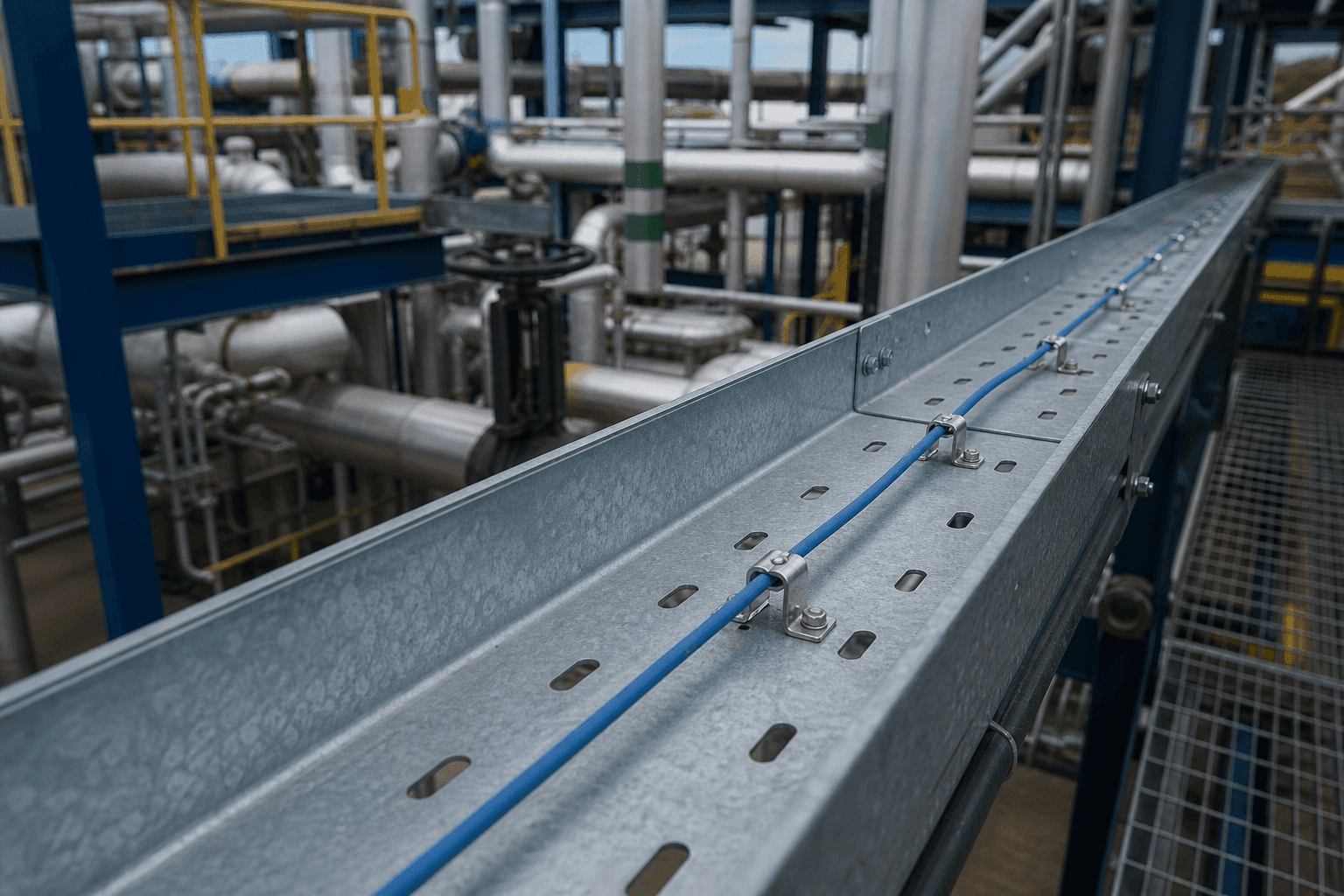
Anchor for Vibration
Stainless-steel clips or cable-tie saddles every 1 m on vibration-active routes (conveyors, crushers, fans). Add a short service loop at every anchor transition so thermal cycling does not pull the cable straight.
Protect the First and Last Metre
The two most common damage points are the cable entry to a junction box and the last metre into an end-of-line device. Add a mechanical sleeve (corrugated conduit or steel braid) for those spans.
As-Built Drawings That Responders Can Read
If responders cannot find the cable route during an event, the fastest detector in the world is still slow. Document the route, the zone boundaries and the lot numbers on a printed drawing in the fire-alarm panel room. Not a PDF on a share drive.
Reliability in harsh service is a routing and documentation problem dressed up as a hardware problem. Most LHD failures we investigate after the fact trace back to a spec sheet that never left the engineer's laptop.
The Documentation Pack That Closes the AHJ Meeting
A reputable manufacturer ships a documentation pack with the cable. If yours does not, ask before the PO. The minimum pack that keeps acceptance meetings short:
- ISO 9001 QMS certificate covering the manufacturing line.
- Per-batch test report matched to the lot number printed on the jacket — activation point, jacket wall, insulation resistance, submersion result.
- Chemical compatibility letter referencing the specific species and concentration on site (not a generic datasheet).
- RoHS / REACH declaration.
- Regional approval evidence matched to the project's AHJ — such as a CE mark and declaration of performance, a UL listing, or an EN 54-22 (resettable line-type LHD) / EN 54-28 (non-resettable line-type LHD) assessment, or equivalent. How to read each of these as a buyer is set out in the EN 54-22 / UL 521 / FM 3210 compliance map.
- Tensile, bend-radius and flame-propagation test certificates for the jacket selected.
Chemical Plant vs Mining — What Actually Differs
| Variable | Chemical Plant | Mining / Heavy Processing |
|---|---|---|
| Primary stressor | Chemistry + washdown | Abrasion + vibration + dust |
| Dominant jacket | Fluoropolymer or LSZH | LSZH with mechanical armour |
| Conductor protection | Tinned copper mandatory | Tinned copper acceptable |
| Termination strategy | Sealed, IP68 JB in cleaner room | Vibration-rated JB, strain relief |
| Dominant failure mode | Seal degradation | Chafe at unsupported span |
| Inspection cadence | Quarterly IR + visual | Monthly visual, annual IR |
FAQ — LHD in Chemical & Mining Service
Which LHD jacket polymer is correct for a chlorinated atmosphere?
For chronic chlorine exposure, a fluoropolymer jacket (FEP or PTFE) is the defensible choice — PVC hardens and LSZH compounds can be attacked over time. Request a chemical compatibility letter from the manufacturer referencing the specific chlorinated species and concentration on site.
What ingress rating should LHD cable meet in a washdown zone?
A factory submersion test equivalent to IP67 is the minimum baseline for pressure washdown and humid zones. Terminations and junction boxes must be matched to that baseline — the weakest point of the loop defines its real rating.
How do I handle vibration on a conveyor or crusher routing?
Anchor the cable every 1 m with vibration-tolerant clips, add strain relief at every transition, and specify a tensile-pull rating above 2 kg. Terminate into a cleaner electrical room whenever possible so splices are not living inside the vibration field.
What documentation should the manufacturer deliver with the shipment?
ISO 9001 certificate, per-batch test report matched to the lot number printed on the jacket, chemical compatibility letter for the specific environment, and insulation-resistance and water-immersion results. Without this pack, the AHJ acceptance meeting will get uncomfortable.
Can I specify the same LHD cable for a chlorine plant and a coal conveyor?
Not sensibly. The jacket family is different (fluoropolymer vs LSZH+armour), the conductor plating is different, and the termination strategy is different. Ask for two spec sheets, not one.
Do I need a separate controller for harsh-service LHD?
No — the controller card is the same. The controller sees a dry-contact short at activation, which is independent of the environment the cable is routed through. Spend the budget on jacket and mechanical protection instead.
What lot traceability should I expect?
Lot number printed directly on the jacket every metre, matched to the per-batch QC report that shipped with the cable. That is how your QA team traces a field anomaly back to a specific extrusion run.
How do I qualify a new supplier for a harsh-service project?
Start with a sample — request an evaluation length, run it through your own IR, submersion and pull tests, and correlate the results with the batch report. Our full framework is in five signs of a reliable heat-sensing cable supplier.
If you are writing a spec for a chemical or mining project, send us the application brief — atmosphere, washdown cadence, mechanical loading and AHJ — and we will return a draft spec sheet with the jacket chemistry and documentation pack mapped to your environment. Start with engineering.